首页
加工中心
机械资讯
机械加工问答
188-0000-0000
在线咨询
首页
星座
周公解梦
运程
联系我们
电话咨询
机械加工问答
HOME
机械加工问答
加工问答
精雕机最细能雕多少的简单介绍
精雕雕刻机雕刻出来的玉石能雕刻到什么精度?最好带上数字 北京精雕的Carver 系列的定位精度一般可以达到0.008mm,重复定位精度可以达到0.005mm。所以0.02-0.03mm左右的尺寸精度是可以轻松达到的。控制好工艺和加工刀具,0.01mm的加工精度也比较容易。雕刻强度的大小这是代表了照射...
2023-12-10
MORE>>
什么叫刀库和刀壳(刀库是做什么的)
数控机床上刀库、刀架、刀柄、刀盘的关系 刀库是装在机床上面的,刀柄是刀库里面的其中一个装刀盘的东西,刀盘是装在刀柄上的 ,刀盘上面就是最后也是要用的刀具,道具夹在刀盘上,然后进行加工。数控刀架和数控刀塔是一个东西,大陆国家标准规定名称是数控刀架,台湾地区叫法为数控刀塔。数控刀架是数控车上安装车刀并自...
2023-12-10
MORE>>
cnc攻牙牙距怎么算的(cnc攻牙q值怎么加)
数控车床车牙牙的深度怎么算啊?求高手指点数控问题、 1、问题七:车螺纹时,进刀深度怎么计算 一般就是0.65乘以螺距,比如:2MM的螺距,切削深度就是2*0.65=3MM。2、牙深公式是:螺距乘以0.5413,由于有公差的存在,所以牙高还要高一点。3、这里有个理论高度和实际高度,8牙的理论高度是24...
2023-12-10
MORE>>
z5140是什么含义(z5130的含义)
Z5140A钻床主轴制动原理是什么 1、z轴刹车的控制原理是电动机接通电源,同时电磁抱闸线圈也得电,衔铁吸合,克服弹簧的拉力使制动器的闸瓦与闸轮分开,电动机正常运转。2、摇臂钻床的主轴箱锁定原理是:摇臂钻床的主轴运动为主轴的旋转运动,摇臂钻床的进给运动为主轴的纵向进给运动。主轴箱包括主轴组件、换向机...
2023-12-10
MORE>>
数控机床有哪些分类方式(数控机床的分类及用途)
数控机床的分类? 1、普通数控机床一般指在加工工艺过程中的一个工序上实现数字控制的自动化机床,如数控铣床、数控车床、数控钻床、数控磨床与数控齿轮加工机床等。普通数控机床在自动化程度上还不够完善,刀具的更换与零件的装夹仍需人工来完成。2、直线控制数控机床:这类数控机床主要有比较简单的数控车床、数控铣床...
2023-12-10
MORE>>
数控对刀中怎么对中心点(数控对刀点怎么找)
数控车床u钻对刀怎么对中心高? 数控车床钻头对中心的方法有以下三种:1:直接用肉眼来看准工件的中心,主轴不动,然后让钻头靠近。广数980tc3u钻对中心的方法。钻头的半径和钻头顶角约120度的一半的换算关系。换算到u钻切削刃的对刀中心即可。如果选用夹头做活,夹钻头大眼,百分之百的中心。 二一个就是拿...
2023-12-10
MORE>>
铣孔精度是多少(铣刀孔径)
铣刀圆弧插补铣圆孔能达到什么精度 精铣时的加工精度IT16~IT8,表面粗糙度0.63~5μm。镗削:对钢铁材料的镗孔精度一般可达IT9~IT7。表面粗糙度为5~0.16μm。精密镗削的加工精度能达到IT7~IT6,表面粗糙度为0.63~0.08μm。第四,刀具上8mm刀刃精度一般是0~-0.02m...
2023-12-10
MORE>>
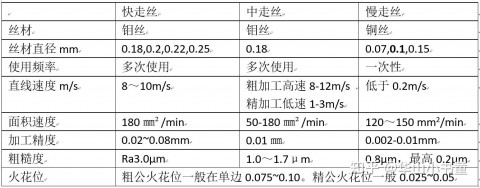
慢走丝一条是什么数字单位(慢走丝线径最细是多少)
慢走丝夏米尔240的全部代码我想知道 1、慢走丝断裂或磨损严重,慢走丝是阿奇夏米尔机床中的重要部件之一,慢走丝断裂或磨损严重,会导致机床无法正常工作。慢走丝导向不良,慢走丝导向不良会导致阿奇夏米尔机床慢走丝故障的原因之一。2、打开机器控制面板,找到机器参数设置选项。进入机器参数设置界面,找到慢走丝A...
2023-12-10
MORE>>
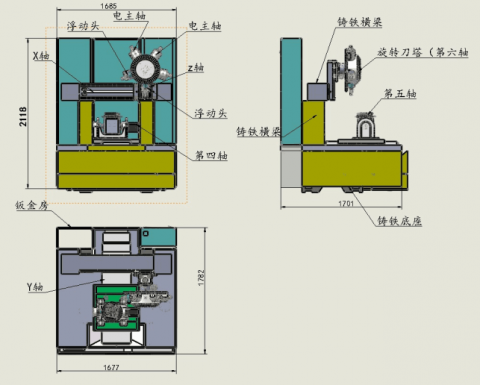
雕铣机主轴不正怎么办(雕铣机电主轴结构图片)
铣床机械主轴维修怎么处理解决合适? 在维修技巧方面应注意以下几点:注意零件的拆装顺序主轴维修必须打开主轴箱,拆卸主轴部件。因为数控铣床的主轴结构复杂、零部件较多,拆下的零部件应按顺序编号,然后再逐件进行清洗、检测,更换失效零件。故障排除方法:需要机床生产厂家的专业人员对主轴传动齿轮进行检查、维修或更...
2023-12-10
MORE>>
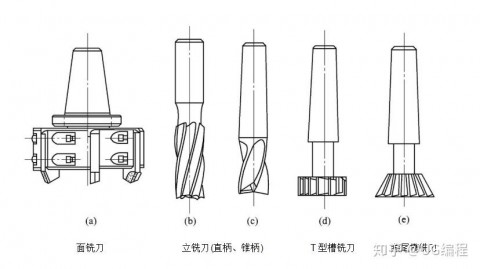
加工中心平底刀什么磨(cnc平刀怎么磨)
怎么磨刀(CNC,数控 1、如果目前必须自己磨刀,建议刀片材料选用低钴、超细微颗粒、ISO标准K类硬质合金。铸铁切断刀,前角磨平即可,后角磨3度左右,左右偏角2~3度,尽量对称,左右尖角磨R0.4圆角,如果是大型割刀,圆角相应加大。2、用手摇脉冲发生器在X轴所显示记录的数据上向负方向进给1~2mm...
2023-12-10
MORE>>
首页
248
249
250
251
252
253
254
255
256
257
尾页
关于我们
公司简介
公司实力
合作客户
公司荣誉
产品中心
加工能力
工产品
服务与支持
售后服务
常见问题
资料下载
最新动态
王经理: 180-0000-0000(微信同号)
10086@qq.com
北京海淀区西三旗街道国际大厦08A座
关于我们
QQ咨询
©2024 北京机械加工|北京机加工|北京机械维修|北京车床加工-天霸装饰 版权所有.All Rights Reserved. | 程序由
Z-BlogPHP
强力驱动
ICP备案号:
京ICP备2023016922号
网站首页
电话咨询
微信号
QQ
在线咨询
真诚为您提供专业解答服务
730200231
热线
188-0000-0000
专属服务热线
微信
扫一扫微信交流
顶部
复制成功
微信号: 188-0000-0000
手机号带-分隔,微信依然搜得到哦
马上去添加








 扫一扫微信交流
扫一扫微信交流