首页
加工中心
机械资讯
机械加工问答
188-0000-0000
在线咨询
首页
星座
周公解梦
运程
联系我们
电话咨询
机械加工问答
HOME
机械加工问答
加工问答
vmc850输入怎么用(vmcl850说明书)
vmc850如何开关机 开机的正确方法 先把总电源打开。就是接通主机与显示器的总电源。一般是一个插排,打开插排的开关。先开显示器。这一步经常有人弄错,开电脑首先应该先开显示器。这样做对显示器好。再开主机。在电脑软件上进行操作设置即可切换模式。立式加工中心VMC850B技术描述宝鸡机床集团生产的立式加...
2024-02-08
MORE>>
cnc撞刀卡死了怎么办(数控撞刀)
数控撞刀了X-1700怎样才能复位? 对刀之后,有些数控系统需要将数控程序复位,比如:FANUC系统需要在编辑状态将光标移动到程序的开头,操作方法就是进入编辑状态,调出数控程序,按RESET键即可。如果光标本来就在程序开头,就不用复位操作。其它方面不需要复位。处理:机床下电。打开电柜,找到控制主轴的...
2024-02-08
MORE>>
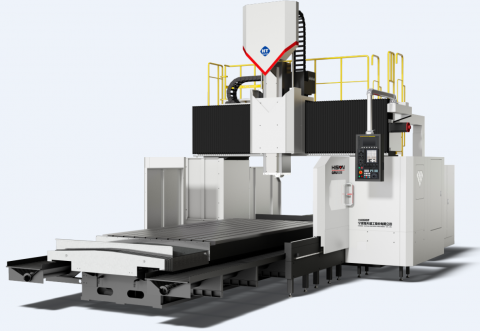
龙门加工中心可以加工什么(龙门加工中心包含什么)
龙门加工中心加工 而且还比普通加工中心多了一个侧铣头加工范围方面,龙门加工中心因有双立柱支撑,在重切削时优势明显,因此可加工的工件比较大,一些比较大型或形状较复杂的工件只能用龙门加工中心加工,普通加工中心处理不了。大型零件。一百米的龙门加工中心是指主轴轴线与工作台垂直设置的加工中心,主要适用于加工大...
2024-02-08
MORE>>
加工中心伺服电池怎么换(加工中心驱动电池怎么换)
电池报警,加工中心如何换电池 1、首先把夏米尔加工中心归零,拆下主板。其次拆下电池盒盖子螺丝,用力往外拔,就能拿出缓冲器电池。最后更换新的缓冲器电池即可,注意电池极性不要弄反。2、加工中心换电池不要关机。准备锂电池。接通CNC的电源,大约五分钟。参照加工中心厂家发行的说明书,打开装有CNC控制器的电...
2024-02-08
MORE>>
电脑锣风扇主轴怎么办(电脑风扇轴承异响)
电脑锣启动主轴坐标就乱跑 1、维宏控制下,打开主轴三轴乱跑,是干扰或是线路的问题(一般情况下)排除的方式,首先把主轴的航空插头拔掉,试着打开主轴ON看看,如果没有问题,就说明是主轴的干扰,建议加消磁环。2、原因:电脑锣的主轴定心锥孔因长时间换刀受损:主轴轴承的润滑脂混有粉尘等杂质和水分。锥形孔定位面...
2024-02-08
MORE>>
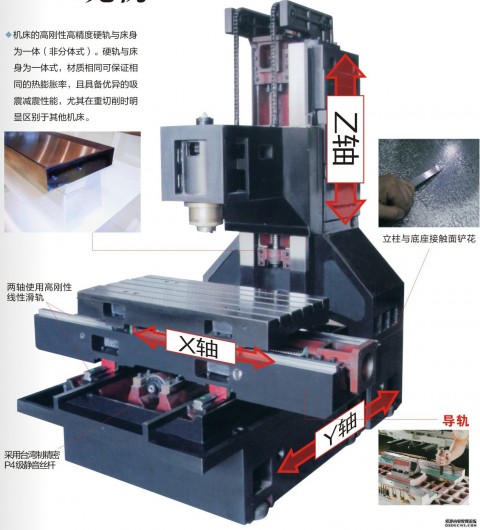
怎么看一台加工中心好坏(怎么看懂加工中心程序)
CNC加工中心如何选择适合自己的? 如果您的日常生产中只需要中低端配置的加工中心设备,完全可以选择使用国产轴承。硬轨和线轨 硬轨指的是导轨和床身是一体的铸造件,然后在铸件的基础上加工出导轨。数控加工中心电脑系统的选择取决于多个因素,包括预算、性能、功能、品质、可靠性和维护性等。以下是一些常见的数控系...
2024-02-08
MORE>>
x5032a代表什么(x522是什么意思)
铣床有哪些型号? 1、龙门铣床:X245(A662),X209(6642),X2010,X2012A,FRM5,6642H1,92001。2.双柱铣床:FX03,Γф564H1,Γф273-11A,ΓФ535H2,ΓФ459,ΓФ544H1,ΓФ571H1,ΓФ529H1,FXZ-001,ΓФ462...
2024-02-08
MORE>>
数控机床振动怎么调整(数控机床振刀怎么解决)
数控机床振动怎么调整? 1、需要确定工件夹紧的情况和切削刀是否装的太长。调整转速和进给速度应该可以消除振纹。2、因此,机床振动问题也要去查找速度调节器。可以从以下这些地方去查找速度调节器故障:一个是给定信号,一个是反馈信号,再一个就是速度调节器的本身。3、在振动时,试着降低主轴转速,效果会好点 4...
2024-02-08
MORE>>
天英T6钻攻机为什么铣圆是椭圆的(钻攻机t5与t6)
钻攻机E6刀盘计数器位置错误怎么办 重新校准刀盘位置:通过调整刀盘的停止位置,使其与预设位置一致。检查传感器:如果传感器出现故障或误差,可能导致刀盘停止位置错误。检查传感器的状态,如有需要,进行更换或修复。一种可能是传感器的故障,所以你可以先检查一下传感器是否正常工作。如果传感器出现问题,可能需要更...
2024-02-08
MORE>>
电脑锣4轴机怎么调机(四轴cnc调机视频教程)
电脑锣怎么调刀具长度磨损 1、传送程式、开始加工:下刀前要使用单节执行,把传递速度与进给速度调至最慢,慢速下刀,观看机床显示Z轴余量,检查有无异常,如有异常立即按下暂停键,查找原因解决异常,确认一切正常后调至合适速度开始加工。2、该设备操作调整步骤如下:进入电脑锣的参数设置界面,找到与换刀行程极限相...
2024-02-08
MORE>>
首页
134
135
136
137
138
139
140
141
142
143
尾页
关于我们
公司简介
公司实力
合作客户
公司荣誉
产品中心
加工能力
工产品
服务与支持
售后服务
常见问题
资料下载
最新动态
王经理: 180-0000-0000(微信同号)
10086@qq.com
北京海淀区西三旗街道国际大厦08A座
关于我们
QQ咨询
©2024 北京机械加工|北京机加工|北京机械维修|北京车床加工-天霸装饰 版权所有.All Rights Reserved. | 程序由
Z-BlogPHP
强力驱动
ICP备案号:
京ICP备2023016922号
网站首页
电话咨询
微信号
QQ
在线咨询
真诚为您提供专业解答服务
730200231
热线
188-0000-0000
专属服务热线
微信
扫一扫微信交流
顶部
复制成功
微信号: 188-0000-0000
手机号带-分隔,微信依然搜得到哦
马上去添加








 扫一扫微信交流
扫一扫微信交流