
日立系统加工中心如何跳程序操作
1、首先通过电脑安装的程序进入数控加工系统。打开已经编制好程序,在桌面或某个盘符建立NC(名字随意)文件夹,将要导入的程序放入该文件夹内。设置好机床、刀具、毛坯、对好刀具之后,点击编辑按钮。
2、RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。CURSOR(光标移动键): 移动光标至编辑处。
3、新建一个控制台应用程序,命名为goto学习,如下图所示:找到新建的程序项目的主程序入口,打开,可以选择右键打开,也可以选择左键打开,如下图所示。

cnc加工中心2个不同程序怎样自动换刀?
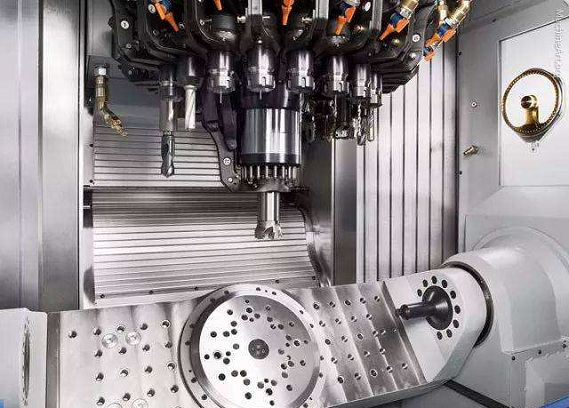
1、回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。这两种方式设计简单,换刀时间短,可靠性高。
2、通过指令控制机械手来换刀,机械手有很多种。
3、代码功能:自动刀架换刀到目标刀具号刀位,并按代码的刀具偏置号执行刀具偏置。刀具偏置号可以和刀具号相同,也可以不同,即一把刀具可以对应多个偏置号。
4、加工中心两把刀循环换刀在mdi上输入如下:将功能键打在MDI状态,显示屏光标处输入换刀指令M06Txx。按EOB键实现,调出刀具挂在主轴上。INSERT键插入,CYCLESTART键运行即可。
5、这个要按照具体的加工内容及子程序情况来进行换刀,或者使用宏变量编写刀具寿命进行报警。
6、单臂单爪回转式机械手这种机械手的手臂可以回转不同的角度来进行自动换刀,其手臂上只有一个卡爪,不论在刀库上或是在主轴上,均靠这个卡爪来装刀及卸刀,因此换刀时间较长。
做机械加工如何找业务
现在做机械加工的客户资源主要分线上和线下。线下就是一些传统的方式电话朋友介绍行业内的一些展会等,线上的话如今网络比较发达,大部分信息都是网络传播的,所以做好自己工厂的网站。
找机械加工订单,可以表现为线下和线上。线下找订单,比如可以上门、电话等方式。
通过你们行业内的人脉,如其他加工企业的销售人员、工业园区负责人,行业协会的人员等等,联系到车床加工业务。去你们附近的工业园区拜访生产厂家,留下名片,并做好客情工作,迟早能接到车床加工业务。
加工中心如何选择程序?
例如哈斯加工中心:按程序列表键 然后出来程序 用光标调到想要的程序,然后按 选择程序键 再按自动模式,就可以开干了。数控加工中心维修中,可使用修改专用的程序或某部件加工的程序的某些内容来进行机床功能或精度的检测。
书写或编程:加工前应首先编制工件的加工程序,如果工件的加工程序较长且比较复杂,最好不在机床上编程,而采用编程机编程或手动编程,这样可以避免占用机时,对于短程序,也应该写在程序单上。
直线加工到到Z-15的位置,进给速度388;直线加工到X-5的位置,进给速度80;顺时针方向加工一个圆圆的半径5,进给80;就是这个意思。
首先要很好的计算出加工轮廓的各点的坐标。然后用最简洁的代码书写程序就可以了。有写很复杂的零件可以 借助CAM软件来实现,这样就简单多了!如FANUC机床XYZ轴行程分别为1000,600,500,G40G80G49。
工序划分(先大刀后小刀,先粗后精,先主后次,尽量“少换刀”)。刀具选择。确定使用什么加工方法,设置好切削参数。工艺文件编制工序卡(即程序单),走刀路线示意图。
加工中心机床程序重新开启步骤
如果加工中心机床程序没有了,需要重新开启程序的话,可以按照以下步骤进行操作。检查程序存储设备首先需要检查程序所存储的设备(如硬盘、U盘等)是否可用。
按下暂停,又按下复位了,如果需要再重新启动加工,必须回到编辑模式,选择从程序头(重新读刀具号,坐标系原点,刀具补偿等)开始执行,才是安全的操作。千万不能直接按循环启动,否则很容易撞刀,撞机。
先在机床上操作,新建一个程序(如下图右侧红圈),不要输入内容。再点文件,打开。然后选择NC 代码文件……,选定数控程序文件,点打开,如下图。
假如程序的第一行的行号是N10,把程序结束的M30指令改为GOTO 10,就是无限循环,重复执行这个程序。还有一个方法,把M30改成M99。另外,用宏程序可以指定重复次数,或者无限循环。
只能通过坐标值来查询相对应的程序段,再确定重新启动的程序段。使之完整运行下去。 方法是:要将CF卡拿下来,在电脑里查看相应的坐标位置,可以适当把路径提前几个程序段来运行。
o9001换刀程序怎么编辑
1、该程序怎么编辑,具体方式如下:进入数控加工中心系统,将工作模式选择为手动模式。点击主菜单中的“程序编辑器”,在程序编辑器中选择新建程序。
2、三菱换刀宏程序9001参数打开有以下几个步骤:进入程序编辑模式。可以在机床面板上通过MODE键或者手动输入代码G10Q1来进入编辑模式。输入代码P9001,并按下“参数”键进入参数编辑模式。
3、cnc换刀的程序输入的步骤如下:打开cnc控制系统的操作界面或程序编辑界面,在程序编辑界面中,找到需要进行换刀的位置或程序段。根据cnc控制系统的语法规则,输入换刀指令,cnc控制系统的语法规则,编辑换刀程序段。
4、O9001程序可能是换刀控制宏程序。你这种情况有三种解决方案。一,如果有相同的机床,把其程序抄录进机床机可。要么跟厂家打电话,让他们把程序抄送给你。二,看有无机床程序备份,如果有的话可将备份程序,传输进机床即可。
5、在数控加工中心加工中,通过旋转转塔,各主轴头按照程序指令,依次转动到加工位置,从而实现自动换刀动作。
 扫一扫微信交流
扫一扫微信交流
发布评论