
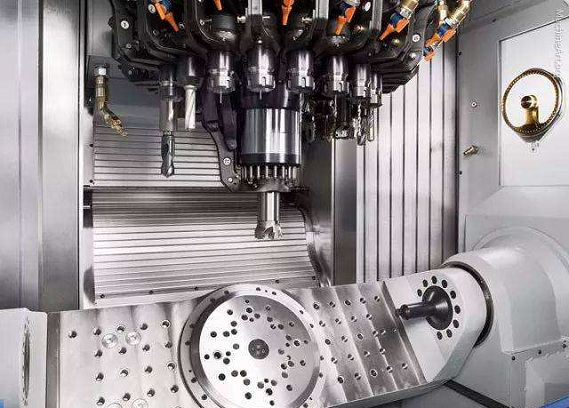
加工中心机械手换刀的工作原理
回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。这两种方式设计简单,换刀时间短,可靠性高。
把刀夹顶松。此时行程开关10发出信号,换刀机械手随即将刀夹取下。与此同时,压缩空气由管接头9经活塞和拉杆的中心通孔吹入主轴装刀孔内,把切屑或脏物清除干净,以保证刀具的安装精度。
通常情况下,加工中心一般都配置换刀系统。最常见的换刀系统。就是机械手是换刀刀库。机械首饰换刀刀库的工作时序是。首先,主轴发生定向动作。然后垂直轴移动到换刀点位置。这个时候刀套会下降。机械手发生九十度的旋转。
加工中心对刀步骤-对刀点、换刀点的确定(1)对刀点的确定对刀点是工件在机床上定位装夹后,用于确定工件坐标系在机床坐标系中位置的基准点。
液压缸带动齿条移动,再带动齿轮转动,轴就可以转,就转为了。
加工中心可以白动换刀,所以,主轴系统应具备自动松开和夹紧刀具的功能。

数控机床的刀柄靠什么夹紧、靠什么松开,刀具如何夹紧?简述其原理
1、机床里有液压油缸,刀具松刀是通过液压油缸来完成,而夹紧是靠主轴内部的蝶形弹簧来实现。
2、因而刀杆被拉杆拉紧,依靠摩擦力紧固在主轴上。切削扭矩则由端面键13传递。
3、刀抓。原理:按动松刀按钮,松夹刀电磁阀动作,油压推动液压缸向下压动叠簧,刀抓打开,此时可取出刀柄。按夹刀按钮,电磁阀回位,油压消失,叠簧本身自带的弹力向上动作,刀抓收紧夹住刀柄。
4、数控铣床主轴松刀工作原理主轴液压松、拉刀机构如图1所示,松刀时,即需要换刀,将刀具连同刀柄从主轴锥孔中取出。
5、如果你在锥柄部位上油,那么其刀柄锥度部位与机床主轴锥度之间会有一层油膜,刀柄与主轴之间便不能达到良好的接触,严重影响刀具的稳定性。刀具上机床之前有一个要求就是保持清洁,不能有污渍,当然也包括油。
加工中心的工作原理?
1、工作原理:是将信息用代码化的数字信息记录在程序载体上,然后送入数控系统,经过译码、运算控制机床的刀具与工件的相对运动,从而加工出形状、尺寸与精度符合要求的零件。
2、 自动搜索原位功能 MCX314AS在不需要CPU干涉下可以完成自动搜索为原位的工作,这个过程包括高速原位搜索→低速原位搜索→编码器Z相搜索→补偿驱动。这种功能减少了CPU的负担。
3、并通过挠性支撑杆摆动触发了高精度开关传感器后,开关会立即通知系统锁定该进给轴的运动。因为数控系统是把这一信号作为高级信号来处理,所以动作的控制会极为迅速、准确。
4、拉刀杆,一组叠簧,背帽,油缸。其中拉刀杆,一组叠簧,背帽组合在一起。
加工中心的对刀仪的原理是什么
原理是:对刀时输入的参数都是以机床原点为基准。根据这个特点,两次对边的坐标数值做和除以2,正好是两点之间中心点的坐标值。工件在机床上定位装夹后,必须确定工件在机床上的正确位置, 以便与机床原有的坐标系联系起来。
加工中心对刀仪是由可以发信号的对刀器(对刀面、对刀器主体)、进行处理信号的转换器,进行传输信号的通讯电缆、对刀软件组成。
对刀仪的原理相当于感应开关。实际上就是一个按压式过感应开关。与感应开关的不同点在于。他除了需要感应到信号以外。还需要一个过程,保护信号,关于对刀仪的接线方法。通常对刀仪有五根线。一根为低电压正极信号。
对刀的目的是通过刀具或对刀工具确定工件坐标系原点(程序原点)在机床坐标系中的位置,并将对刀数据输入到相应的存储位置或通过G92指令设定。它是数控加工中最重要的操作内容,其准确性将直接影响零件的加工精度。
西门子加工中心程序从中间启动为什么执行换刀动作
1、当加工过程需要不同刀具时,机器会自动进入换刀状态,刀库中的夹具会根据程序要求选取需要的刀具,然后在加工中心的主轴上完成刀具的切换。这样就实现了刀具的快速更换,提高了加工效率。
2、等程式到一个提刀的位置,刀提上来后按【单节执行】,开启单节后的机床执行完一行程式会自动暂停。
3、功能不执行。无刀具分配给给出的刀库。地址点00001/00008。指令 02 PLC参数应答参数001-标识符 08 无效。经查为刀套上下信号异常引起报警。
4、是的。不同的加工中心,其换刀程序会有所区别,通常选刀与换刀分开进行。换刀动作必须在主轴停转条件下进行,换刀完毕启动主轴后,方可进行下面程序段的加工。
5、加工中心发那科系统不执行换刀命令,直接执行下一把刀的程序,可能是由以下原因导致的:程序出现错误。检查程序,找出错误并修正。换刀机械故障。程序运行错误。如程序运行过程中出现中断等,需要检查程序并修正错误。
 扫一扫微信交流
扫一扫微信交流
发布评论