

加工中心的机床原点,机床参考点的位置
所谓加工中心参考点又名原点或零点,是机床的机械原点和电气原点相重合的点,是原点复归后机械上固定的点。每台机床可以有一个参考原点,也可以据需要设置多个参考原点,用于自动刀具交换(ATC)或自动拖盘交换(APC)等。
工件原点是指加工程式的零点位置,一般也是工件的对刀点。机床参考点可以是机床原点,也可以设定好多,一般用于一段程式结束时的复归点。
机床参考点是用于对机床运动进行检测和控制的固定位置点。机床参考点的位置是由机床制造厂家在每个进给轴上用限位开关精确调整好的,坐标值已输入数控系统中。因此参考点对机床原点的坐标是一个已知数。
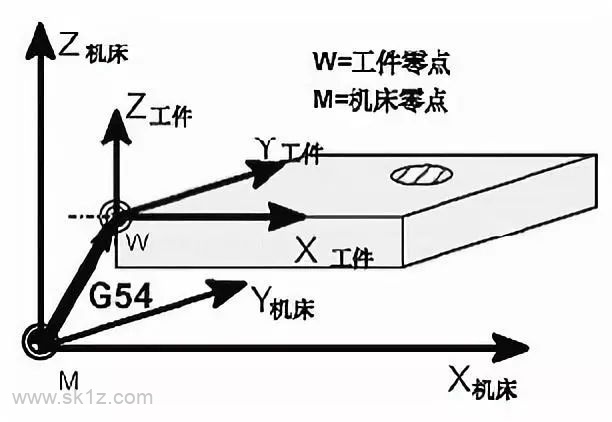
机床原点是指机床坐标系的原点,是机床上的一个固定点,它是机床调试和加工时的基准点,是唯一的。工件原点是指加工程序的零点位置,一般也是工件的对刀点。
答案:机床参考点是采用增量式测量的数控机床所特有的,机床原点是由机床参考点体现出来的。机床参考点是一个硬件点。
加工中心B轴重新找原点怎么操作
1、如果你的是原厂四轴机或是五轴机,那么厂家一定会把机床零点设在这个位置。如果你是三轴机改装的四轴或是五轴机,那么这个机床零点就需要你们自己找,找好后就固定不能动了。
2、需要重新设定。根据南方+相关资料显示:车铣复合加工中心,原点丢失,需要重新设定,可以按照以下步骤进行操作:在手动模式下,按下位置键和箭头键,再按下刀塔松开菜单键。按下设置键,调用机床菜单,按下维修菜单键。
3、非绝对式有原点开关的:原点模式,按下对应要回原点的轴向的按钮,比如X+,X- 系统就会自动回对应轴向的原点;绝对式:绝对式一般不要回原点,如果要回,开启系统参数1001快速回原点功能,随后按照上面的操作即可。
什么是机床原点、机床参考点?
1、机床原点是指机床座标系的原点,是机床上的一个固定点,它是机床除错和加工时的基准点,是唯一的。工件原点是指加工程式的零点位置,一般也是工件的对刀点。
2、机床原点也叫机械原点是机床生产的极限原点,机床参考点也叫做相对原点,就是加工编程原点相对于机械原点在机床上的相对位置,编程原点是也叫工件原点是编程人员自己建立的编程坐标系原点。
3、机床原点:多为机械零点,指机床安装点和各运动机械起始点。机床参考原点:多为电气零点,指各控制运动起始和位置反馈定义点。工作原点:多循环加工起始点和加工起始点。刀具参考点:工具坐标基本点。
加工中心有几个坐标
立式加工中心通常有三个进给运动坐标轴,分别是X轴、Y轴和Z轴。这些轴的方向是通过机床的设计和设置来规定的。在立式加工中心中,X轴通常是水平方向,即从左到右。而Y轴通常是垂直方向,即从下到上。
加工中心桥板一个面一个坐标好。加工中心至少有两个坐标系,分别叫做机床坐标系、工件坐标系。其他的那些相对坐标系,绝对坐标系只是说法上的不同而已。
@”。是一点相对于另一点的坐标.可以随时改变 绝对坐标:自己设定的零件远点,是指当前刀具相对于待加工工件原点的位置。机械坐标:就是机床的原始坐标永远是不变的,除非你换丝杠后重新设定。
它一般具有三个直线运动坐标轴,并可在工作台上安装一个沿水平轴旋转的回转台,用以加工螺旋线类零件。立式加工中心装卡方便,便于操作,易于观察加工情况,调试程序容易,应用广泛。
常见的有G54-G59,还有G51,G52等等。工件坐标系是为了方便的进行工件加工而设置的临时坐标系,可以通过系统的坐标系设置界面随时更改。数控机床使用哪个坐标系,要看加工程序中选择的是哪个。
五轴加工是指在一台机床上至少有五个坐标轴(三个直线坐标和两个旋转坐标),而且可在计算机数控(CNC)系统的控制下同时协调运动进行加工。
数控车床的坐标系统
坐标系 数控机床的坐标系采用右手直角坐标系,其基本坐标轴为X、Y、Z直角坐标,相对于每个坐标轴的旋转运动坐标为A、B、C。
工件运动的正方向与刀具运动的正方向正好相反。分别用+X’、+Y’、+Z’表示。常见数控机床的坐标系。
刀具相对静止、工件运动的原则:这样编程人员在不知是刀具移近工件还是工件移近刀具的情况下,就可以依据零件图纸,确定加工的过程。
根据ISO841标准,数控机床坐标系用右手笛卡儿坐标系作为标准确定。数控车床平行于主轴方向即纵向为Z轴,垂直于主轴方向即横向为X轴,刀具远离工件方向为正向。数控车床有三个坐标系即机械坐标系、编程坐标系和工件坐标系。
数控机床上的坐标系是采用右手直角笛卡尔坐标系。机床各坐标轴及其正方向的确定原则是:(1)先确定Z轴。
数控机床中X轴Y轴Z轴是机床的三个进给轴,根据笛卡尔坐标系确定关系(跟数学上的坐标系一样的),系统上显示的机床坐标就反映了这三个轴的实际位置。Z轴:指卡盘回转中心到刀架方向,平行于主轴,刀具离开工件的方向为正。
三菱系统加工中心如何设置原点行程?
1、首先打开三菱系统的系统键盘。系统键盘最上方有六个按键。选择系统键盘上的维护按键。可以看到系统会自动转入维护界面。维护界面的下方会有参数按键。选择参数按键。这个时候。系统画面会跳转到参数列表。
2、首先将伺服电机转动到希望设定的原点位置,并按下伺服控制器上的“ORIGIN”按钮,以将当前位置设置为0点。其次可以使用伺服控制器上的“ABS/REL”按钮将坐标系切换为绝对坐标系,以确保伺服系统能够准确地追踪工件位置。
3、三菱钻攻机设置z轴原点的方法如下:首先打开三菱钻攻机的控制面板或操作界面,并进入系统设置菜单,在系统设置菜单中,寻找与坐标轴和原点相关的选项。
 扫一扫微信交流
扫一扫微信交流
发布评论