
如何装夹工件?
1、压板装夹:使用压板直接将工件压在铣床的工作台上。这种方法适用于尺寸较小的方形工件和矩形工件。 平口钳装夹:使用平口钳加持工件,平口钳具有较大的通用性和经济性。
2、.直接找正装夹 此法是用百分表、划线盘或目测直接在机床上找正工件位置的装夹方法。
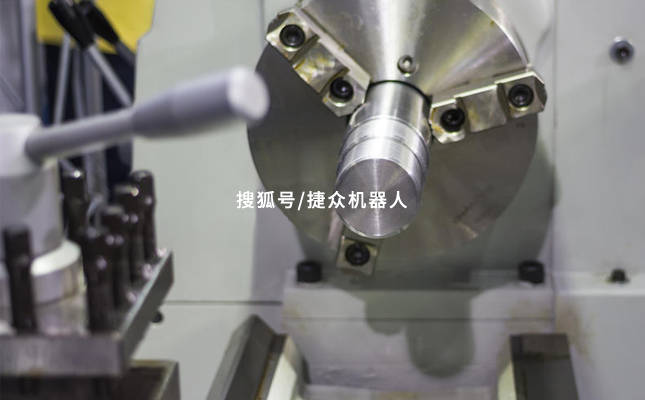
3、在车床上,工件有四种装夹方法:三爪卡盘装夹、四爪装夹、花盘装夹、顶尖、鸡心爪装夹。在铣床上,工件可以用机用平口钳装夹、压板直接压在机床的工作台面上装夹、用分度头装夹、把卡盘压在铣床的工作台面上,用卡盘装夹。

CNC加工规格有什么优点
机床过载自动保护:机床可根据在加工过程中的负载大小,自动保护机床,当负载超过机床设定的最大负载时,机床自动关机。负载大小可自行设置并改动。
CNC数控加工工艺也遵守机械加工切削规律,与普通机床的加工工艺大体相同。
灵活的加工能力 数控加工具有非常灵活的生产能力,可以制造定制的机加工零件。可以在短时间内对数控机床进行完全重新编程,以生产出完全不同的产品。这样一来,他们就可以迅速将一件零件制造成另一件。
cnc加工的方式具有加工质量稳定、生产效率高等优点,可以大量减少工装的数量,并且其原则是简化加工程序,可以加工复杂零件的工装。
自动化程度高,可以减轻操作者的体力劳动强度。数控加工过程是按输入的程序自动完成的,操作者只需起始对刀、装卸工件、更换刀具,在加工过程中,主要是观察和监督机床运行。
CNC加工具有高精度、高效率、高自动化和高柔性化,加工质量稳定可靠等优点的工作母机。数控机床的技术水平高低及其在金属切削加工机床产量和总拥有量的百分比是衡量一个国家国民经济发展和工业制造整体水平的重要标志之一。
车床上加工工件时,常用的夹紧方法有哪
手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
用找正法装夹:把工件直接放在机床工作台上或放在四爪卡盘、机用虎钳等机床附件中,根据工件的一个或几个表面用划针或指示表找正工件准确位置后再进行夹紧。
四爪单动卡盘装夹这种卡盘夹紧力大,但找正比较费时,适用于装夹大型或形状不规则的工件。
夹外圆。可以用普通卡盘(三爪或四爪),也可以用气动卡盘、液压卡盘。还可以用筒式夹具。胀内孔。可以用卡盘,也可以用专用夹具。手动、气动、液压都有。一顶一夹。胀内孔并顶紧。两顶尖。
机械加工常见的装夹方式
1、电火花线切割加工工件,其装夹方法选择是否恰当,直接影响线切割加工精度。常用的装夹方法。悬臂式装夹,不易夹平,用于精度要求低和悬出长度双的工件。两端支承式,装夹稳定,定位精度高,适用于装夹大型工件。
2、手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
3、机械加工常用的装夹方法是:机用平口钳、压板直接压紧、制作专用夹具;装配方法是:定位销定位、过盈镶嵌;刀具磨损的原因是:机械作用、元素扩散引起的磨损、强烈冲击作用引起的磨损、切削区存在热电流引起的磨损。
4、用平口钳装夹,平口钳具有较大的通用性和经济性,适用于尺寸较小的方形工件装夹)铣床常用平口钳,常采用机械螺旋式、气动式或液式夹紧方式。
5、这种方法装夹安全可靠,能承受较大的进给力,应用广泛。用两顶尖装夹 特点:两顶尖装夹工件方便,不需找正,定位精度高。但比一夹一顶装夹的刚度低,影响 了切削用量的提高。
6、装夹精度高。适用于装夹精度要求较高(如同轴度要求)、必须经多次装夹才能加工好的较长的工件,或工序较多的工件。(4)一夹一顶装夹这种方法装夹工件比较安全,能承受较大的切削力,适用于装夹较重、较长的场合。
工件在机床上的装夹方法有哪些?其原理是什么?
用台钳。2,用分度头(卡盘)。3,用压板。4,用电磁铁(主要用于平面磨床)。其原理:利用工具限制工件的自由度,使其牢固的固定在机床上。
数控机床工件的装夹方法:用找正法装夹:把工件直接放在机床工作台上或放在四爪卡盘、机用虎钳等机床附件中,根据工件的一个或几个表面用划针或指示表找正工件准确位置后再进行夹紧。
专用性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。
在车削加工中,常用的装夹工件方式包括以下几种:手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
一夹一顶装夹定位原理两个或两个以上支承点重复限制同一个自由度,称为过过位。用一夹一顶方式装夹工件,当卡盘夹持部分较长时,卡盘限制了四个自由度,后顶尖限制了两个自由度,重复限制了两个自由度。
.直接找正装夹 此法是用百分表、划线盘或目测直接在机床上找正工件位置的装夹方法。
 扫一扫微信交流
扫一扫微信交流
发布评论