

请问新代数控系统用侧铣怎么打孔和攻牙,我知道是G87打孔,G88攻牙,我...
1、代码用G84或G7这里F算牙距,进给速度机器自己计算的出现错误,估计机床默认是分进给G94 应该F300 G95才是F5。
2、首先G84是攻丝循环要使用的话开启参数#0设置为1,或者用M29开启刚性攻丝。 功牙指令是G92,也就是车螺纹。
3、没接触过这系统,看你的描述应该是正常的,下去之前主轴有准向定位的动作可以多次攻牙,如果主轴没有这个动作螺纹不够深时再次次攻牙会破牙。
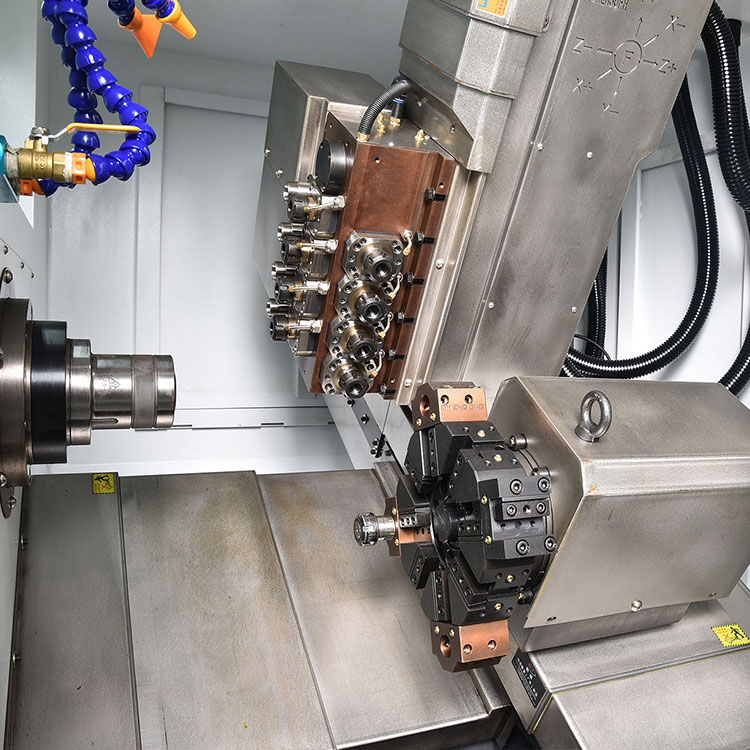
车铣复合机床和其他机床有什么不同?
1、高精度:避免了工序分散的人为、机床误差;高效率:有效减少了生产准备时间,提高了机床使用率;减小成本:可实现双主轴同时工作,减少了机床数,从而更易于规划生产,节省了投资成本和车间面积。
2、性质不同:复合加工是机械加工领域国际上最流行的加工工艺之一。数控铣床是在铣床的基础上发展起来的一种自动加工设备。加工程序不同:加工中心能加工一次装夹定位后,需进行多道工序加工的零件。
3、最早的组合机床是1911年在美国制成的,用于加工汽车零件。初期,各机床制造厂都有各自的通用部件标准。
4、下面简单的介绍下它们之间的不同:铣床和刨床的区别刨床是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床,由刀具或工件作往复直线的运动,由工件和刀具作垂直于主运动的间歇进给运动。

车铣复合(系统发那科)侧面攻牙指令及详细格式?
钻孔用G87,攻牙G88格式和端面的一样。
通过车铣复合侧面攻牙指令,可以使车洗复合车床侧边可以攻牙。
左旋攻牙:G74 右旋攻牙:G84(这个常用)。 攻牙程序如下:G0G90X0.Y0.ZM29S500 (这是刚性攻牙指令,如果机床警报就改成M3 S500)。
G84:这是一个正向攻丝指令,当系统接收到指令后,会从程序中设定的起点(R点)到终点(Z值),然后再回到起点(R点)。除了在终点停留,其他时间都是连续性加工。 G77:这是一个程序指令,用于攻M3粗牙。
 扫一扫微信交流
扫一扫微信交流
发布评论