

法兰克数铣软件怎么启动
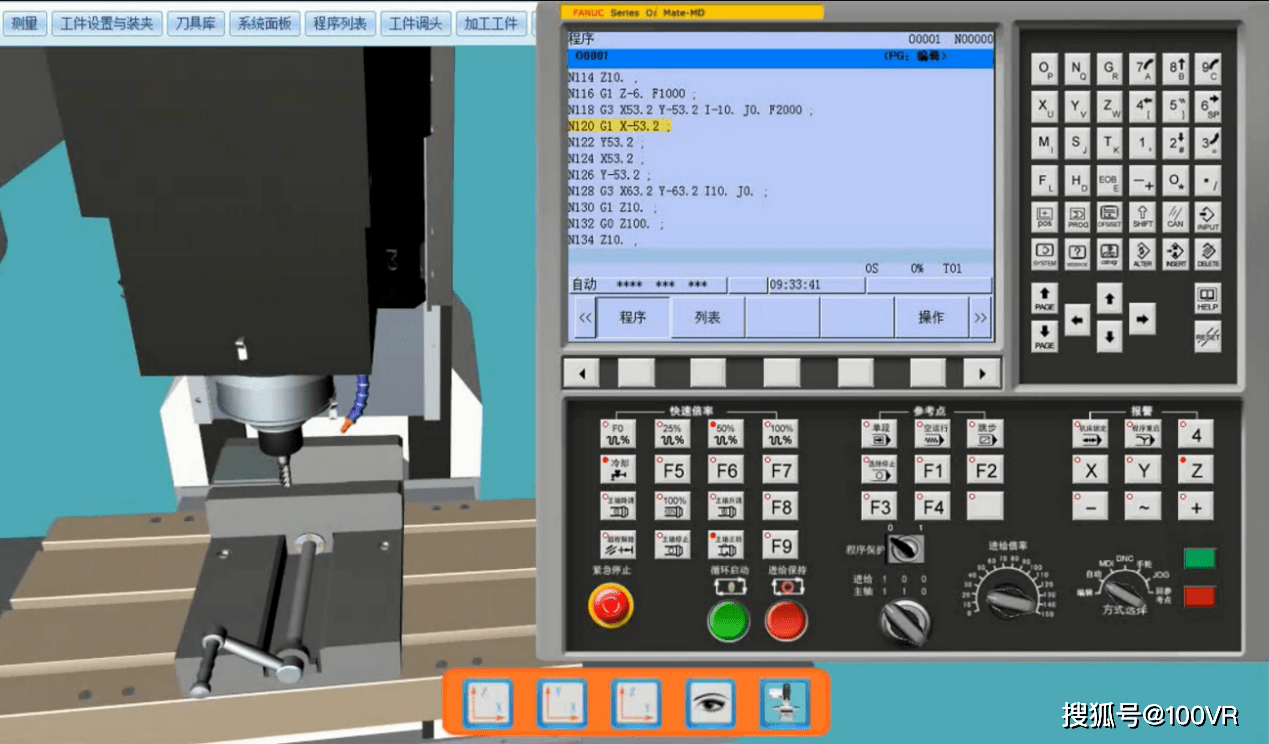
首先打开机床控制面板参数设定界面,确认I/O通道设定数值为“4”,如图示界面。设置方法:先将“写参数”赋值“1”,然后改动I/O通道参数为“4”,再将“写参数”值“0”即可。
RESET(复位键):2 . 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
开机时,先开机床,后开系统。在某些设计中,这两者是互锁的,所以如果机床不通电,信息就不能显示在CRT上。
手动数据输入模式:手动输入程序数据,按程序启动键执行。自动运行模式。连电脑传输模式:大的程序用它边传输边加工。程序编辑模式:在该模式下编辑修改程序。法兰克系统编程:G代码是数控程序中的指令。一般都称为G指令。
选择停止:选择停止键ON,在手动指令、纸带执行记忆执行程序中指令M01时,即停止程序执行,须再按下启动键才能继续执行下一单节。

发那科系统铣圆进给速度限制如何解除
使用机器人控制器进行设置:在机器人控制器的菜单中,可以找到机器人速度限制的设置选项,然后根据需要解除限速50的设置。
首先在自动模式下,修改数控程序就可以改变限速。其次也可以使用手动模式下使用主轴升速、进给加速、快移加速就可以加速改变限速。
可以用机床调整倍速。铣圆调整是模态在第一次赋予值后后边没有再出现F就会一直原速度,而到铣削圆弧时速度确实会减速,可以在系统参数中更改。
走圆弧那段G2/G3格式中再次赋予F值就可以,整个程序速度也可以用机床调整倍速,F是模态在第一次赋予值知后后边没有再出现F就会一直原速度,而到铣削圆弧时速度确实道会减速,或者去掉G1Q1试试。
数控铣床是怎么开的?
开机:打开机床电气箱主电源,开启机床操作面板电源按钮,等系统加载完毕,旋开机床急停开关,再执行回零操作。关机:拍下急停开关,关闭机床操作面板电源按钮,关闭机床电气箱主电源。
定义:数控铣床是在普通铣床上集成了数字控制系统,可以在程序代码的控制下较精确地进行铣削加工的机床。
)、先开机床总电源;(2 )、然后开机床稳压器电源;(3 )、开机床电源;(4 )、开数控系统电源(按控制面板上的 POWER ON 按钮);(5 )、最后把系统急停键旋起。
开机回到参考点 将机床工作台移动到机床中间(按负向键,否则会超程),将工件放在工作台上。
手动操纵机床,使工作台和主轴箱停在中间适当位置,先按下操作面板上的紧急停止按钮,再依次关掉操作面板电源、机床总电源、外部电源。
打开机床总电源,打开系统电源,弹起急停按钮,启动液压系统(一般不需要这一步),观察数控铣床刀具所处的位置,如果在机械原点附近,就要移动一下,再回机械原点。如果是绝对编码器,就不需要回机械原点。关机的操作相反。
 扫一扫微信交流
扫一扫微信交流
发布评论