
加工中心使用后产生的精度误差包括哪些方面?
1、分析认为,故障原因有两点,一是机械反向间隙较大;二是X轴电机工作异常。利用FANUC系统的参数功能,对电机进行调试。
2、机床误差 机床误差是指机床的制造误差、安装误差和磨损。主要包括机床导轨导向误差、机床主轴回转误差、机床传动链的传动误差。加工原理误差 加工原理误差是指采用了近似的刀刃轮廓或近似的传动关系进行加工而产生的误差。
3、①尺寸误差:锻件加工后的实际尺寸对理想尺寸的偏离程度。理想尺寸是指图样上标注的最大、最小两极限尺寸的平均值,即尺寸公差带的中心值。
4、导轨误差,机床中导轨精度而导致工件形状的误差。(3)传动链的误差,包括齿轮、螺母、蜗杆、丝杆等传动元件。影响工件表面加工精度的误差因素中,主要因素就是机床的传动链误差。

怎么检测加工中心精度
那么如何判断一台加工中心的精度呢?下面我们来说说4个方面。立式加工中心试件的定位:试件应位于X行程的中间位置,并沿Y和Z轴在适合于试件和夹具定位及刀具长度的适当位置处放置。
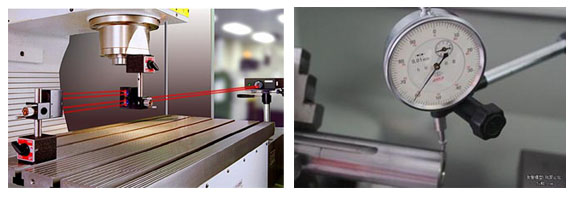
目前通常采用的数控机床位置精度标准是ISO230-2标准和国标GB10931-89。测量直线运动的检测工具有:标准长度刻线尺、成组块规、测微仪、光学读数显微镜及双频激光干涉仪等。标准长度测量以双频激光干涉仪的测量结果为准。
主要有镗孔精度、平行孔孔距精度、调头镗孔同轴度、铣削四周面精度、圆弧插补铣削精度等。 (4)外观:可参照通用机械相关标准检验,但加工中心由于其单台价格昂贵,外观要求也高于一般机床。
普通立式加工中心的几何精度检验内容:①工作台面的平面度。②各坐标方向移动的相互垂直度。③X、y坐标方向移动时工作台面的平行度。④并坐标方向移动时工作台面T形槽侧面的平行度。⑤主轴的轴向窜动。
试件的固定试件应在专用的夹具上方便安装,以达到刀具和夹具的最大稳定性。夹具和试件的安装面应平直。应检验试件安装表面与夹具夹持面的平行度。应使用合适的夹持方法以便使刀具能贯穿和加工中心孔的全长。
如何检测加工中心的主轴精度
1、检测时要尽量减小检测工具与检测方法的误差。(3) 应按照相关的国家标准,先接通数控加工中心电源对数控加工中心进行预热,并让沿数控加工中心各坐标轴往复运动数次,使主轴以中速运行数分钟后再进行。
2、应检验试件安装表面与夹具夹持面的平行度。应使用合适的夹持方法以便使刀具能贯穿和加工中心孔的全长。建议使用埋头螺钉固定试件,以避免刀具与螺钉发生干涉,也可选用其他等效的方法。试件的总高度取决于所选用的固定方法。
3、应检验试件安装表面与夹具夹持面的平行度。应使用合适的夹持方法以便使刀具能贯穿和数控加工中心孔的全长。建议使用埋头螺钉固定试件,以避免刀具与螺钉发生干涉,也可选用其他等效的方法。
4、普通立式加工中心的几何精度检验内容:①工作台面的平面度。②各坐标方向移动的相互垂直度。③X、y坐标方向移动时工作台面的平行度。④并坐标方向移动时工作台面T形槽侧面的平行度。⑤主轴的轴向窜动。
 扫一扫微信交流
扫一扫微信交流
发布评论