
数控(三菱加工中心)M指令M70、M71、M72、M73、M74是什么意思?为什么换...
M70 自动刀具建立。M71 刀套向下。M72 换刀臂60°。M73 主轴松刀。M74 换刀臂180°。你的这台加工中心应该不是属于西门子的,因为西门子是没有m70这个程序代号的。
三菱系统加工中心M指令:M00 程式停止(暂停);M01 程式选择性停止/选择性套用;M02 程序结束;M03 主轴正转;M04 主轴反转;M05 主轴停止;M06 自动刀具交换。
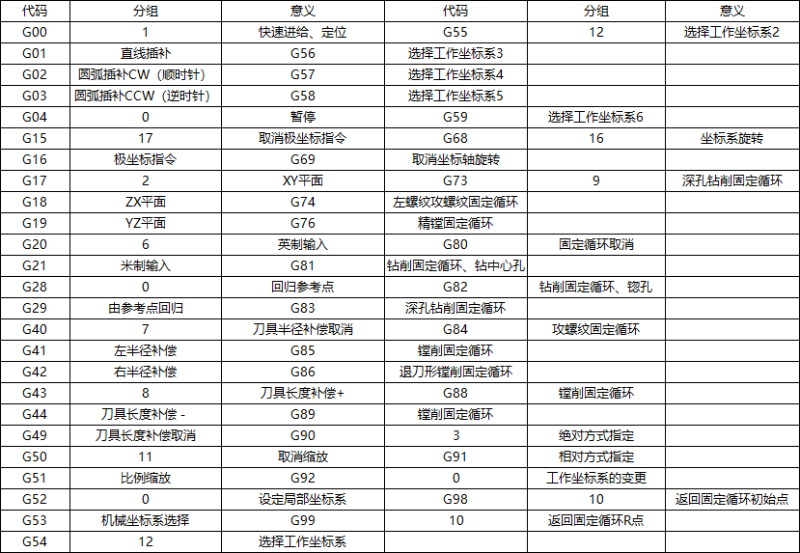
一.准备功能字G 准备功能字是使数控机床建立起某种加工方式的指令,如插补、刀具补偿、固定循环等。G功能字由地址符G和其后的两位数字组成,从G00—G99共100种功能。
将D173寄存器里面的数值传送到由辅助继电器组成的K2M68二进制储存器中。M68是辅助继电器,而K2M68是一组中继,以M68从低位到高位的8位中继组成一个储存器。即M75M74M73M72M71M70M69M68(二进制数就是00000000)。
数控加工中心常用代码
西门子加工中心G代码代码名称-功能简述 : G00-快速定位,G01-直线插补,G02-顺时针方向圆弧插补,G02也可以写成G2。G03-逆时针方向圆弧插补,G04-定时暂停,G05-通过中间点圆弧插补,G07-Z 样条曲线插补 。
CNC锁主轴代码是:来M05主轴停止。数控加工中心M指令是数控加工中的辅助指令。根据机床厂家设置的不同,不同机床的M指令也不尽相同,以下列出常用的相同的M指令。
凯恩帝数控加工中心常用g代码:加工中心是从数控铣床发展而来的。
刀具补偿参数D、H具有相同的功能,可以任意互换,它们都表示数控系统中补偿寄存器的地址名称,但具体补偿值是多少,关键是由它们后面的补偿号地址来决定。
数控加工中心代码大全及使用方法
1、镜像加工指令M2M2M23。当只对X轴或Y轴进行镜像时,切削时的走刀顺序(顺铣与逆铣),刀补方向,圆弧插补转向都会与实际程序相反。当同时对X轴和Y轴进行镜像时,走刀顺序,刀补方向,圆弧插补转向均不变。
2、西门子加工中心G代码代码名称-功能简述 : G00-快速定位,G01-直线插补,G02-顺时针方向圆弧插补,G02也可以写成G2。G03-逆时针方向圆弧插补,G04-定时暂停,G05-通过中间点圆弧插补,G07-Z 样条曲线插补 。
3、G代码功能详解 快速定位 格式:G00 X(U)__Z(W)__ (1)该指令使刀具按照点位控制方式快速移动到指定位置。移动过程中不得对工件进行加工。
4、G代码:g:快速定位 G01:线性插值。圆弧插补方向G02:顺时针针。G03:逆时针方向圆弧插补。G04:pause(格式:G04X_)X是暂停时间,其中X后面可以跟一个小数点(以秒为单位)。
5、G95:每转进给速度(此代码我们这一般是用于攻螺纹,格式:G99/G98G95G84 X_Y_Z_R_F_)注意;在使用完G95之后,必须用G94来取消)。G98:固定循环初始点返回。G99:固定循环R点返回。
加工中心上常见指令
加工中心攻螺纹编程可以使用G84指令,格式为:G84 G_X_Y_Z_R_F_;其中F=主轴转速×螺纹螺距。另外,还有一种方法是使用螺纹铣刀,铣螺纹,指令为G02或G03。
加工中心编程其他指令 (1)F—进给速度指令 F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。(2)S—主轴转速指令 S及后面的若干数字表示,单位是r/min。
三菱系统加工中心G指令:M70自动刀具建立。M71刀套向下。M72换刀臂60°。M73主轴松刀。M74换刀臂180°。在MDI状态下把K4和K5的参数改为1,然后在手动状态下按启动键。它可以分步完成换到动作。
G53---选择机床坐标系 格式:G53 X__Y__Z__(X,Y,Z为机床坐标值);当指定G53指令时,就清除刀具的半径补偿,刀具长度补偿和刀具偏值,一般在换刀时是指定Z轴。
CNC锁主轴代码是什么?
1、CNC锁主轴代码是:M19主轴定位。主轴锁死功能实际上是主轴准停功能也称之为主轴定位功能,大多数数控系统用M19指令来实现主轴定位。
2、广数控车床主轴锁死代码 数控车床主轴定位是让主轴以一个固定的角度停止,采用M19指令代码。数控类机床的统一主轴定位M码:M19,只要在MDI模式下输入M19就能定位。
3、采用M19指令代码。广数980机床锁住主轴是让主轴以一个固定的角度停止,采用M19指令代码。主轴,是指从发动机或电动机接受动力并将它传给其它机件的轴。 主轴亦称“光轴”,是“主光轴”的简称:在光具组中具有对称性的直径。
4、M:代表辅助功能代码,如M03主轴正转,M04主轴反转,M05主轴停止。S:代表主轴转速代码,如S500指定主轴转速为500转每分钟。F:代表进给代码,如F100指定轴进给量为100毫米每分钟。
5、其中,每个字母代表不同的功能,例如G表示控制性能代码、M表示主轴和辅助功能代码、X、Y、Z表示直线插补坐标轴代码、F表示进给速率代码等等。这些字母代码可以组合使用,来实现各种不同的功能和操作。
6、(1)F—进给速度指令 F 及后面的若干数字表示,当指令为 G94 单位是 mm/min,当指令为 G95 单位是 mm/r。(2)S—主轴转速指令 S 及后面的若干数字表示,单位是 r/min。
 扫一扫微信交流
扫一扫微信交流
发布评论