

加工中心怎么攻pt3/8锥螺纹,底孔要铣锥度吗?
加工中心攻丝的方法有以下几种:螺纹铣刀,铣螺纹。这主要应用在孔径比较大的底孔,用螺纹铣刀做螺纹的时候指令是用G02或G03,根据螺纹方向选择顺时针或逆时针圆弧插补。丝攻,攻螺纹。
第二种方法:就是螺旋铣削内锥孔。可以选用圆鼻刀从D120MM处自上而下或者是自前而后(根据你的加工中心是立式还是卧式的定)等高加工。特点:慢一点。
任何大小尺寸的锥螺纹底孔,都可以直接钻出、攻丝的。锥管螺纹1/16,麻花钻直径6。锥管螺纹1/8,麻花钻直径6。锥管螺纹1,麻花钻直径30.25。锥管螺纹2,麻花钻直径55。以上数据,摘自螺纹标准手册。
内螺纹的铣削 如零件图1加工零件图几何中心的M30×5的内螺纹,加工条件安排如下:(1)工件材料:45钢正火,模锻。90mm×90mm×20mm (2)加工要求:螺纹表面粗糙度值Rp=6。牙形角为60度。
加工中心二次铣内螺纹怎么铣?
在用螺纹铣刀铣削螺纹之前,要先完成螺纹底孔的加工,继而进行螺纹加工。单齿螺纹铣刀的螺纹加工原理是:刀具每固定旋转一周,在Z轴负方向上下降一个螺距。
首先,为了避免螺纹乱牙,你可以考虑使用合适的工具,确保其质量和锋利度。此外,你可以调整加工中心的转速和进给速度,找到适合你加工材料和螺纹规格的最佳组合。其次,你可以使用一些专业的编程技巧,比如合理设置切削参数。
根据通用工艺的加工方法,确定加工内外螺纹的方法,并根据加工工艺准备工量具。然后编程。刀具 刀具 内螺纹的铣削 如图所示,加工零件几何中心的M30X5内螺纹。
首先画一个口部40,底部20,高度20的锥孔。只需要画出要加工的部分即可。先用2D加工把中间20要通的部分加工掉。刀路-外形,选择20的圆回车确定。设定好参数,深度加深一点保证孔铣穿。
fanuc加工中心如何铣锥度螺纹
加工要求:螺纹表面粗糙度值Rp=6。牙形角为60度。(3)加工中心操作系统:FANUC0I (4)刀具:单齿螺纹铣刀,9齿螺纹梳刀 在用螺纹铣刀铣削螺纹之前,要先完成螺纹底孔的加工,继而进行螺纹加工。
锥度罗纹要i在里面,就是斜度, 多头罗纹就是第一个罗纹和第二个罗纹之间的起点要改变,如果是双头的罗纹,起点就要改变一个螺距。
首先画一个口部40,底部20,高度20的锥孔。只需要画出要加工的部分即可。先用2D加工把中间20要通的部分加工掉。刀路-外形,选择20的圆回车确定。设定好参数,深度加深一点保证孔铣穿。
L~9L,00~99数字,0.1的整数倍。a为刀尖角度,即牙型角;△dmin为最小车削深度,半径值,d为精车余量,半径值,X、Z为螺纹终点绝对值;i为螺纹锥度值,半径值;△d第一次车削深度,半径值;F螺纹的导程。
数控加工中心加工螺纹都有哪些方法?
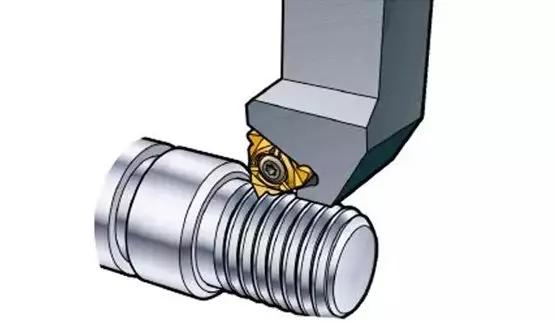
外螺纹的铣削 螺纹在加工中心上的铣削,相比较板牙套扣丝锥等加工螺纹方法,受刀具等限制较小,对于同一把螺纹铣刀,即可加工相同螺距的内螺纹,也可加以外螺纹!如图-4,以加工M27×3的外螺纹为例。
在目前的数控车床中,螺纹切削一般有三种加工方法:G32直进式切削方法、G92直进式切削方法和G76斜进式切削方法,由于切削方法的不同,编程方法不同,造成加工误差也不同。
在当前的数控车床中,螺纹切削通常有三种加工办法:G32直进式切削办法、G92直进式切削办法和G76斜进式切削办法,因为切削办法的不一样,编程办法不一样,形成加工差错也不一样。
螺纹铣削加工是数控加工设备(如数控铣床、加工中心)常用的加工方式。螺纹常用的切削加工方法有车螺纹、铣螺纹、磨螺纹、攻螺纹和套螺纹等。
大神法拉克加工中心铣锥螺纹编程实例?
1、深孔加工 塑料模中的冷却水道孔、加热器孔及一部分顶杆孔等需进行深孔加工。
2、其中X为 循环绝对坐标,Z为 螺纹有效长度,R为 起点与终点的半径之差,F为公制螺纹导程=螺距*头数,I 为英制螺纹每24MM内的牙数 例。螺纹大端面,35 小断面 32 长度=20 牙数=18 KND GSK 980 发那克。
3、材料选用45#钢,采用平口虎钳进行装夹工件。采用适切对刀法进行对刀,G54设在X、Y对称中心上,加工深度为38mm,Z轴零点设在工件的表面。起刀点设在(0,0)处,选用φ16的圆柱。
4、G92指令可以分多次进刀完成一个螺纹的加工,但不能实现2个连续螺纹的加工,也不能加工端面螺纹。G92指令螺纹螺距的定义与G32一致,螺距是指主轴转一圈长轴的位移量(X轴位移量按半径值)。
5、选择9齿螺纹梳刀(T03)铣削螺纹,主轴转速S=1200r/min,F=120mm/min,这种加工效率非常高,加工时间大大缩短,在大批量加工螺纹中,具有很大优势。对于不同规格的螺纹,只要选择不同的刀具即可。
加工中心如何加工螺纹
螺纹在加工中心上的铣削,相比较板牙套扣丝锥等加工螺纹方法,受刀具等限制较小,对于同一把螺纹铣刀,即可加工相同螺距的内螺纹,也可加以外螺纹!如图-4,以加工M27×3的外螺纹为例。
接下来,你需要调整机加工中心的转速和进给速度。正确的转速可以提供所需的切削速度,而进给速度控制直径和每刃进给量。同时,还要确保工件被稳定固定在工作台上,以避免震动和移动。
先将螺纹底孔加工好之后,用钻头加工小直径的孔,用镗削加工较大的孔来确保螺纹底孔的精度;刀具一般采用1/2圈的圆弧轨迹进行切入、切出,以保证螺纹形状,刀具半径补偿值应在此时带入。
 扫一扫微信交流
扫一扫微信交流
发布评论