

数控程序怎样才能被机床读取与识别
程序输入无误。数控程序时,程序输入无误才能被机床读取与识别。数控加工程序是由各种功能字按照规定的格式组成的。正确地理解各个功能字的含义,恰当的使用各种功能字,按规定的程序指令编写程序,是编好数控加工程序的关键。
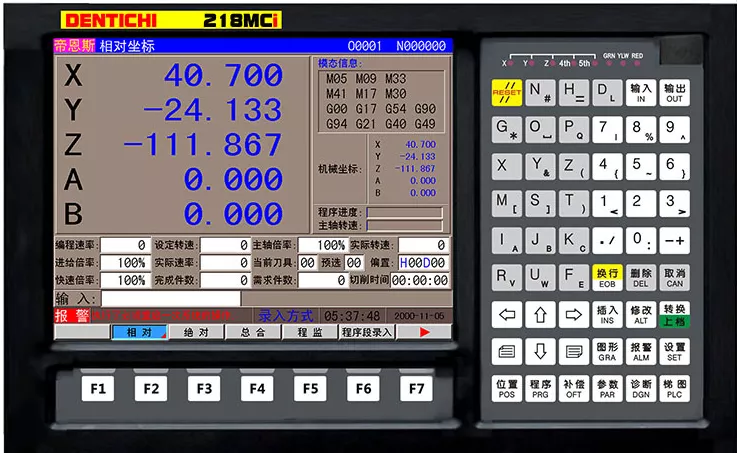
数控机床可以使用以下方法从外部区分使用的程序:查看程序名:每个数控系统都有自己的程序名命名规则。例如,FANUC数控系统的程序名以O开头,后跟两位数字,例如O0001。通过查看程序名,可以确定使用的数控系统类型。
选择需要加工的程序序号,按[DNC-CD],然后在按[DNC-ST](如果找不到[DNC-CD],需要按几次软件键[ ]),直到找到该软件为止)。4.按机床操作面板上的循环启动按钮,就可以执行DNC 加工了。
mc用不了4g的卡,应为mc最早设计时还没有4g,换小点的,我们厂也是这样 ,哦还有文件是文本格式,。nc或者。
程序检验的方法:为了检验输入好的加工程序,一般有空运行、图形模拟、和实际加工几种方法。一般空运行用于调试程序,比如你编好了程序,想要看看对不对,就可以按下空运行和机床锁住来看程序的模拟图形,从而验证程序是否正确。
法兰克数车怎么在目录查看程序
1、首先看一下笔者机床内存中的程序。其次可以浏览到机床内存程序,在“MEM”记忆模式状态下,按机床操作面板“PROG”功能键,接着按“目录”选项。最后接着按机床内存“CNCMEM”选项,就可以浏览到机床内存程序。
2、方法很简单。操作方式打到程序编辑状态,按两下程序健(操作软健),就会显示一个操作软健(目录),按一下该软健,车床中已有的程序号就会显示在屏幕上,浏览程序时,只要输入程序号,再按一下下箭头即可。
3、在数控系统的外接口上插入 U 盘,然后会出现一个控制页面,在手动输入方式(MDI)修改设定画面I/O 通道为17。
4、首先安装PLC相应的编程软件,然后用下载线连接PLC与电脑,编程软件有上传功能,可以将PLC里程序上传到电脑中,然后就可以查看PLC的程序了,并且可以在线监视程序运行过程。
数控机床怎么看程序目录
1、打开程序目录: 录入—程序—翻页(找到“程序目录” 界面) 打开一个程序:举例: 打开 O 0001 号程序) 编辑—程序—O0001—换行(或↓ )。
2、广州数控928程序目录怎么打开 最佳广数928调程序,首先按一下车床操作面板上的参数按键,即可打开参数界面。然后输入密码8042,然后按“回车”键。
3、查看程序:先按录入键再程序按钮,再翻页,(有可能要翻两次)选择程序:先按编辑,再程序,再按上面的“0”键(不是数字0),再按你想选择的程序号再按方向键,“下”。建议你看看它的官网的规格说明书。
4、要是机器中存储的程序数量不多,可以在编辑方式下,程序内容页按字母O,再按光标上下移动键,逐个查找。要是你的程序有注释,机器中程序存储数量又很大,可以在“自动方式”下在程序目录下用光标移动键查找。
5、数控机床可以使用以下方法从外部区分使用的程序:查看程序名:每个数控系统都有自己的程序名命名规则。例如,FANUC数控系统的程序名以O开头,后跟两位数字,例如O0001。通过查看程序名,可以确定使用的数控系统类型。
6、数控车u盘目录插入USB接口调用出来。根据查询相关资料信息,将数控车u盘插入USB接口后,等待数秒即可加载数控车目录,进行查询文件等操作。数控车u盘是专门用于数控车采集数据存储的一种移动存储卡。
广州数控车床怎样调出来已编的程序
先选择“编辑”,然后输入“O0004”然后在小键盘上按那个向下的箭头,也就是下一行,这样4号程序就出来了。
最佳广数928调程序,首先按一下车床操作面板上的参数按键,即可打开参数界面。然后输入密码8042,然后按“回车”键。
选择程序:先按编辑,再程序,再按上面的“0”键(不是数字0),再按你想选择的程序号再按方向键,“下”。建议你看看它的官网的规格说明书。
按“自动”→“程序”→连续按“翻页”直至出现“程序目录”(是翻页键不是光标键)→再按“光标键”将光标移至需要的调用的程序号上→按“回车”或“换行”。这样就可以了。
数控车床怎么调计件个数
第一种:工件计数清零:在POS位置界面,先按下T,在按CAN取消键即可;切削时间清零:在POS位置界面,按两次T,在按CAN取消键即可。
华兴数控加工计件数按面板上的软件改数。按面板上的软件通过菜单扩展键找到加工元件选项按下然后跟着出来归零选项按下即可在位置界面按取消和N键,然后在MDI模式上,然后在刀补里切换,找到加工部件数,修改后按输入。
进入系统参数设置菜单,根据不同品牌和型号的设备,操作方式可能会有所不同,但大多数设备都在主菜单中设置。
数控车床加工零件个数清零的方法是:使用宏程序计数进入宏变量画面,将540#变量改为0即可将加工零件个数清零。数控车床能够按照事先编制好的加工程序,自动地对被加工零件进行加工。
取消方法:在自动或手动方式下的坐标界面同时按N和取消就把工件数清零了;同时按T和取消是取消加工时间的。
 扫一扫微信交流
扫一扫微信交流
发布评论