
加工中心零件斜着放如何找坐标?
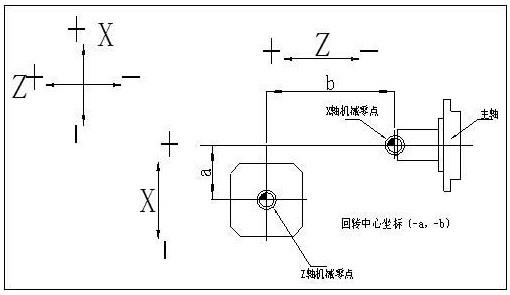
如图所示,矩形工件倾斜摆放,分别选择四个点A、B、C、D,五个点E,将五个点定位在加工中心上。
加工中心z轴倾斜通过坐标系里面的EXIT0的Z坐标来补正。根据查询相关资料信息,加工中心z轴倾斜具体看偏多少,少的,通过坐标系里面的EXIT0的Z坐标来补正,偏的多,是间隙太大,打下反向间隙,对反向间隙的参数重新设定。
找正时,可先对X轴或Y轴进行单独找正。若先对X轴找正,则规定Y轴不动,调整工件在X方向的坐标。
工件斜着怎么找坐标呀..工件装工作台上,校准每个孔的中心坐标,其中第一个孔的坐标(ⅹy)清零,记录每个孔的坐标尺寸,然后用CAD或其它软件按照机床坐标画一个平行四边形,就是一个V型槽吧。
常用的辅助工具有寻边器、对刀块、百分表等几种,其中寻边器有机械式和电子接触式两种。
数控加工中心至少有两个坐标系,分别叫做机床坐标系、工件坐标系。其他的那些相对坐标系,绝对坐标系只是说法上的不同而已。
立式加工中心有几个进给运动坐标轴,正方向是怎么规定的?
1、遵循右手笛卡儿直角坐标系 永远假设工件是静止的,刀具相对于工件运动 刀具远离工件的方向为正方向。坐标轴 先确定Z轴。a、传递主要切削力的主轴为Z轴。b、若没有主轴,则Z轴垂直于工件装夹面。
2、我国标准JB3051—82规定:数控机床直线运动的坐标轴X、Y、Z,规定为右手笛卡尔。
3、对于加工中心的坐标轴及方向,有正规的命名方式,即左手定律。
加工中心的局部坐标系怎么用?
1、G90 G52 X200. Y80.;→原G54 程式原点位置偏移置(X200. Y80.)X0 Y0;→重新指定原点(局部坐标);G90 G52 X0 Y0;→取消程式原点偏移量 M30;为了说明质点的位置、运动的快慢、方向等,必须选取其坐标系。
2、方法:切换到工件坐标系:OFS / SET 坐标系,选择具体的工件坐标系(如G5G5G5G5G5G59等),输入“X0”后按屏幕下方的“测量”键(或直接输入机械坐标值)。
3、用专用夹具装夹的中小型工件,一般只要在夹具调整时设定一次工件坐标系就可以了。大型工件则每一次更换工件都要设置一次。问题四:我想知道加工中心各个坐标系的意思 相对坐标是让操作者用的,比如对刀,找零点。
 扫一扫微信交流
扫一扫微信交流
发布评论