
加工中心对刀检测指令是什么?
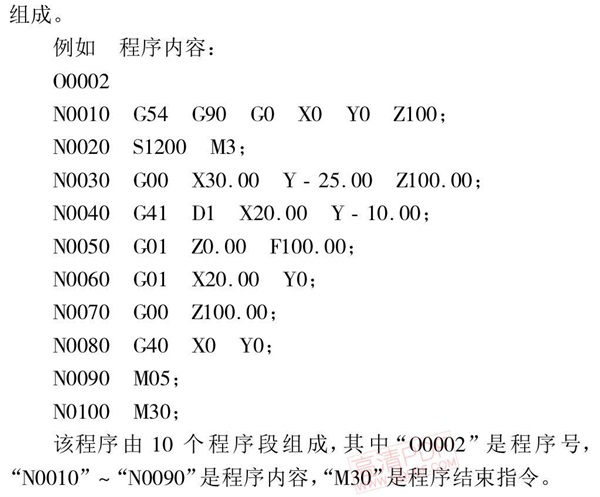
1、CNC加工中心换刀的指令是M06指令,从刀库调用一把新刀安装在主轴上,车床并把主轴上原来的旧刀还回刀库。执行M06指令后,刀具将被自动地安装在主轴上。加工中心M06为非模态后作用M功能。
2、选择一把刀具(也叫做标准刀)进行对刀,把对刀后得到的Z轴机械坐标值输入到G54中的Z轴。分别测出其余刀具相对于标准刀的差,注意此处带正负号输入,做好记录。
3、回零(返回机床原点)对刀之前,一定要进行回零(返回机床原点)的操作,以便于清除掉上次操作的坐标数据。注意:X、Y、Z三轴都需要回零。主轴正转 用“MDI”模式,通过输入指令代码使主轴正转,并保持中等旋转速度。
4、把机床Z轴返回到机床零点位置,完成对刀操作,方便后面对机床的加工操作。数控方法 在数控加工中心,当今编程方法通常有两种:简单轮廓,直线、圆弧组成的轮廓,直接用数控系统的G代码编程。
5、加工中心的Z向对刀一般有以下三种方法:1,机上对刀方法一【这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。
6、即每把刀具对刀得到的相对坐标输入到刀具对应的长度寄存器中。
法那科系统加工中心程序单节执行有的程序还是会跳过
1、操作面板问题:检查操作面板上的单节执行按钮是否正常工作,如有问题,需要进行维修或更换。系统故障:如果以上几点都无问题,可能是加工中心系统出现故障,需要联系专业人士进行维修。
2、单段:首先把单段键开启(单段键灯亮),然后按循环启动,按一下循环启动走一段程序,按一下循环启动走一段程序。
3、单段运行,是使用加工中心调试程序时必不可少的功能。
4、这个一般是机床按钮接触不良引起的,看下 单段、暂停键 有没问题,还有就是看下行程开关有没有故障。最后再查下丝杠电机的线路有没有电线折了(这是指电线里的铜线断了一部分,但是没全断开)。
5、单节执行按钮突然执行,没有太大问题,再按 循环启动 按钮,就接着继续运行。如果是单节按钮坏了,重新换一个就行了。
加工中心cnc编程子程序调用字重复报警为什么?
首先,你可以检查你的加工中心控制系统中的程序。确保你的程序设定中没有重复的刀号。有时候在编写程序时可能会不小心多次设定同一个刀号,因此这是一个容易出错的地方。如果程序中没有重复的刀号,那么你可以检查一下刀库。
三菱加工中心加工过程中出现S52伺服警告,报警码:S5200E1Z时提示过载4102警告,说明加工中心已经达到过载报警条件的85%或更高,此时减轻加工中心的负载情况报警即可自动解除。
发那科加工中心sp1220(s)报警的原因在于没有无主轴放大器,造成这种后果的原因在于连接与串行主轴放大器的电缆断线,或是尚未连接好串行主轴放大器。
参数突然丢失,可能与存储板、电池或外部干扰有关,930也说明外部可能有干扰导致CPU工作不正常,出现系统报警。也不排除主板或其他PCB故障。 926报警(18i) 感谢贵公司对我前两次疑问的回复。
cnc加工中心主轴刀号与刀库刀号重复异常可以按“T登录”。首先按机床操作面板上的设置键,然后接着按“T登录”。通过观察工具盘号,我们发现“工具编号1”与“工具编号4”重复。
加工中心X,Y,Z三轴出现60613报警以及750、SPINDLE SERIAL LINK ERROR 报警信号故障可能是电压低,断路,缺相的原因。查一下控制电源和动力电源是否电压低,断路,缺相。
加工中心发那科程序中can键失效怎么解决?
1、,检查按键是否损坏方法: 找出电气原理图,查出循环启动键是的地址。然后PMC菜单下有个可以观察输入和输出信号状态的界面。看他们的通断是否有信号。
2、ALTER 修改程序及代码 。2 INSRT 插入程序。3 DELET 删除程序。4 EOB 完成一句 (END OF BLOCK)。5 CAN 取消(EDIT 或 MDI MODE 情况下使用)。6 INPUT 输入程序及代码。7 OUTPUT START 输出程序及指令。
3、OUTPT START(输出启动键)。 ALTER(修改键):修改存储器中程序的字符或符号。 INSRT( 插入键):在光标后插入字符或符号。 CAN(取消键):取消已键入缓冲器的字符或符号。
4、在法那科加工中心程序中断导致模式改变的情况下,恢复的具体方法可能会因机器的不同而异。在遇到程序中断后,一种常见的恢复方法是通过检查系统日志来识别中断原因,并尝试重新启动程序来恢复正常运行。
5、例一台采用德国西门子SINUMERIKSYSTEM3的数控机床,其PLC采用S5─130W/B,一次发生故障,通过NC系统PC功能输入的R参数,在加工中不起作用,不能更改加工程序中R参数的数值。
 扫一扫微信交流
扫一扫微信交流
发布评论