
五轴联动加工中心廓轮加工精度控制要点
1、这种结构非常受模具高精度曲面加工的欢迎,这是工作台回转式加工中心难以做到的。为了达到回转的高精度,高档的回转轴还配置了圆光栅尺反馈,分度精度都在几秒以内,当然这类主轴的回转结构比较复杂,制造成本也较高。
2、优点:主轴加工非常灵活,采用主轴回转的设计,保证有一定的线速度,可提高表面加工质量。这种结构非常受模具高精度曲面加工的欢迎,这是工作台回转式加工中心难以做到的。
3、需要调整刀具轴线与曲面法间在两维方向上的夹角。五轴联动加工中心的轴数是指加工同一表面时所需独立运动的轴的数量,而非指该数控拥有的可控制轴的数量。
4、需要调整刀具轴线与曲面法矢间在两维方向上的夹角。五轴联动加工中心的轴数是指加工同一表面时所需独立运动的轴的数量,而非指该数控拥有的可控制轴的数量。
5、五轴加工中心的G代码需要相应的CAM软件生成。生成刀路的必要条件包括工件的刀位和两个旋转轴旋转中心的位置。在非RTCP的情况下,控制点位于主轴的下端。每次夹紧新工件时,必须使用CAM重新生成新的刀路。
6、五轴加工的优势有以下几点:五轴联动加工中心有高效率、高精度的特点,工件一次装夹就可完成复杂的加工。能够适应像汽车零部件、飞机结构件等现代模具的加工。五轴加工中心和五面体加工中心是有很大区别的。

使用五轴加工中心的优点有哪些?
1、高生产率 五轴加工中心自身加工的精度高、机床床身刚性大,会自动选择有利的加工用量,五轴加工中心的生产率高,一般为普通加工中心的3~5倍,可以应付某些复杂零件的加工,生产效力能够进步十几倍甚至几十倍。
2、五轴加工中心有高效率、高准确的特点,主轴前端是一个回转头,能自行环绕Z轴360°,称为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达正负90°以上,实现上述同样的功能。
3、五轴加工中心采用的是欧洲OSAI数控系统,功能强大,操作简便,控制精度高。智能加工越界保护功能,五轴加工中心可以防止设计文件过大加工时引起的机械碰撞。
4、削减装夹次数。由于五轴机床两个旋转轴的存在,刀具能够从恣意方向挨近被加工件,一次装夹能够实现除装置面以外的一切面的加工。“削减装夹次数”对于追求高效高精的机械加工而言可谓是一箭双雕。
五轴加工中心如何设置一个坐标系加工全部
用CYCL DEF:0定义坐标系旋转。工作台不要旋转就可以了。在CYCLDEF0模式下也可以用。
G68这个单节要有一个G91就是要在当前位置转。不然当工件复杂时容易出错。撞刀。G68下一个单节一定要动X或Y轴。不能动Z轴。否则不会转的。程式结束前要有G69。
假设:工件固定,刀具相对工件运动。标准:右手笛卡儿直角坐标系——拇指为 X 向,食指为 Y 向,中指为 Z 向。如图 2-11 所示。顺序:先 Z 轴,再 X 轴,最后 Y 轴。
首先找到第一个坐标系G54,然后将其他坐标系偏移出来一一的去测量,G56--G59的坐标,一定要注意算好X,Y的偏移方向和偏移数值,就可以啦。
五轴加编程时坐标不可以随便换。五轴加工中心坐标变换时要考虑的问题,经常使用的五轴加工中心的坐标轴除X、Y、Z轴外,还有工件(分度卡盘)绕自身回转中心的旋转轴A轴及工件(分度卡盘)绕旋回中心的翘起轴C轴。
c五个轴,xyz和ac轴形成五轴联动加工,擅长空间曲面加工,异型加工,镂空加工,打孔,斜孔,斜切等。而“五面体加工中心”则是类似于三轴加工中心,只是它可以同时做五个面,但是它无法做异型加工,打斜孔,切割斜面等。
五轴加工的介绍
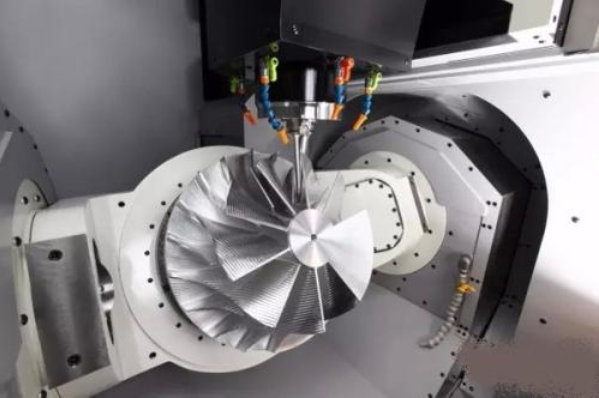
五轴加工中心可以加工各种复杂曲面或者异形零件,比如:涡轮发动机叶片、飞机引擎螺旋桨、船用螺旋桨等这些复杂曲面类和异形类零件。
常见五轴加工中心的介绍:立式五轴加工中心、卧式五轴加工中心 立式五轴加工中心,这类加工中心的回转轴有两种方式,一种是工作台回转轴。设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。
航空发动机(飞机、导弹)的涡轮(比电风扇的叶片要多,空间结构更复杂)加工,分逐个叶片加工,和对整体锻压件铣削出整个涡轮,都要使用五轴加工机床。
四轴加工中心:是在三轴基础上加了一个回转轴,绕X轴转的叫a轴,绕Y轴转的叫b轴,通过旋转可实现多面加工,减少装夹次数,提高加工咨询,四轴加工中心属于进阶机型,价格略高。
五轴联动加工中心具有高效率、高精度的特点,工件一次装夹就可完成五面体的加工,只有底面不能加工。
cnc就是电脑数控加工中心 。用于数字控制机床加工的数字程序。有指令(g ,m,h,d,s ,f )等。轴代码,(x,y,z,a,b,)等 。在机床上配有刀库可以自动换刀。
五轴加工中心与普通机床的区别在哪里?
”区别在于以下几点:加工中心具有多轴控制能力,可以同时进行多个方向的切削操作,而普通数控机床通常只能进行单轴控制。
加工对象不同:数控机床主要加工回转体,主要对象有圆柱、圆锥等;数控加工中心加工多个面,加工范围更为广泛,如箱体零件、异形件、板类零件等。
铣床: 刀具不动并旋转,托板带动工件,对工件进行方形,槽类等车床加工不了的切屑。 一般都是普通手摇的。加工中心: 可看做铣床的数控版。
五轴加工机床与一般机床的最大区别在于它除了具有通常机床的三个直线坐标轴外, 还有至少 2 个旋转坐标轴, 而且可以五轴联动加工。
CNC加工中心三轴、四轴、五轴机床有什么区别 三轴、四轴、五轴CNC加工在我们行业工作中也是经常听到的名词,听起来很高大上,但具体是怎么一回事,可能有些用户也说不上来。
数控车床比较普通车床较智能化,适合加工批量的零件,程序调完后基本自动完成零件的加工,还有车床只能加工远的零件。加工中心是一种组合智能化很高的机床,可加工圆、平面、端面弧形等等。
五轴加工中心的工时费一般要多少钱啊
五轴加工中心是一种特殊的加工中心,对特殊工件有很好的加工效果,针对不同的工件其工时费是不同的,一般的加工费用在300元/小时左右。
工作台是1000X600的,500万左右。五轴加工是指在一台机床上至少有五个坐标轴(三个直线坐标和两个旋转坐标),而且可在计算机数控(CNC)系统的控制下同时协调运动进行加工。
加工中心一般每小时60元上下,数控铣也差不多。数控车25--35之间。普通铣30上下。磨床很难说,要根据工件大小来定。
加工中心一小时,光是人工费一小时就是12到20左右,厂方在去掉机床成本费。具体要看用什么型号的床子`和你是加工零件的复杂程度了一般的不会底与80左右把。
 扫一扫微信交流
扫一扫微信交流
发布评论