

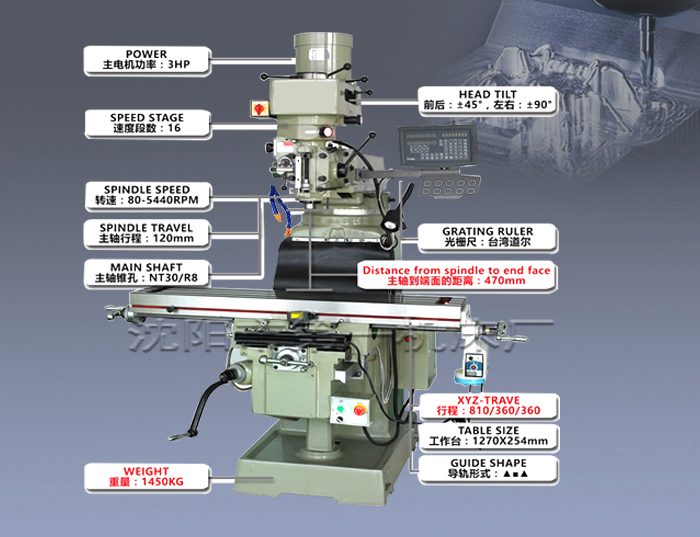
炮塔铣床镶嵌条调整
调整:检查和调整铣头皮带、压板及镶条松紧适宜;检查和调整限位挡块及丝杆间隙。防腐:除去各部锈蚀,保护喷漆面,勿碰撞;停用、备用设备的导轨面、滑动丝杆手轮及其它暴露在外易生锈的部位涂油防腐。
首先,将炮塔铣床的电源关闭,并确保所有动力源都已切断,以确保安全操作。其次,找到位于X轴丝杠两端的调整螺母。然后,定炮塔铣床,并使用手动操作移动X轴。
通常铣床铭牌上列出进给速度,因此应根据加工性质先确定每齿进给量fz,然后根据铣刀的齿数z和铣刀的转速n计算出υf,按υf调整机床,三者之间关系为υf=fn=fzzn式中,n是铣刀(或铣床主轴)转速(r/min);z是铣刀齿数。
的确炮塔铣床使用可以不调水平的,而且要是在二楼以上还建议使用减震橡胶。但无论怎么样,有一点要注意,机身底座的4个角一定要落实,否则加工时会有震动发生。
怎么调整数控机床的反向间隙?
发那科数控车床在面板上应该设置反向间隙补偿参数为:慢速的参数是1851,快速的参数是1852,其单位是0.001。在设置时需注意参数的大小和数量级。方向间隙补偿值的正负与测量元件的安装位置有关。
采用前馈控制方法,提高了伺服系统的响应速度,间隙补偿值可无延时、无差别复现到伺服系统的输出端,保证快速的补偿传动间隙,利于提高机床的响应速度。
一般采用激光干涉仪进行多点测量,所选取的测量点要基本反映丝杠的全程情况,然后取各点反向间隙的平均值,作为反向间隙的补偿值。把此数值输进数控参数中的间隙补偿即可,就完成了反向间隙的修改。
广州数控车床反向间隙参数最高改变方法如下:11号BKLX是X轴的间隙补偿,12号BKLZ是Z轴的间隙补偿, 设定量0-2000 单位:0.001MM。
X轴)537(Z轴)0i的是1851和1852号。检查导轨上是否有异物,检查一下滚珠丝杠有没有异物或疤痕,或是轴承的毛病。可以在系统中改参数,把丝杠中的间隙差加到参数值中。也可以调整丝杠,把托板底下的斜铁调紧。
滚珠丝杠副轴向间隙调整有哪几种方法?
轴向间隙调整与预紧方法主要分为四类,分别是双螺母螺纹预紧调隙式、双螺母垫片预紧调隙式、双螺母齿差式预紧调隙式、弹簧式自动调整预紧调隙式。
双螺母消隙常用的双螺母丝杠消除间隙方法有:(1)垫片调整法:一般用螺钉把两个带凸缘的螺母固定在壳体的两侧,并在其中一个螺母的凸缘中间加垫片,调整垫片的厚度使螺母产生轴向位移,以消除间隙和产生预紧力。
滚珠丝杠副轴向间隙调整和预紧的基本原理是:根据丝杠副的设计要求,通过调整螺母中心距和/或调整轴承座中心距,使丝杠副的轴向间隙保持在规定范围内。
软调整法:在加工程序中加入刀补数,刀补数等于所测得的轴向间隙数或是调整数控机床系统轴向间隙参数的数值。但这都是治标不治本的办法。
滚珠丝杠副的轴向间隙是承载时在滚珠与滚道型面接触点的弹性变形所引起的螺母位移量和螺母原有的间隙的综合。通常采用双螺母预紧的方法,把弹性变形控制在最小范围内,以减小或消除轴向间隙,并可以提高滚珠丝杠副的刚度。
①为双螺母垫片调隙式,改变垫片的厚度,使内外两个螺母产生轴向相对位移。②弹簧自动调整式:用弹簧使两螺母间产生轴向位移。③为齿差调隙式,通过调整螺母端头上的外齿相对内齿的啮合角度来消除间隙。
如何调整数控机床滚珠丝杠丝杠与丝杠母之间的间隙
常用的间隙调整方法如下:垫片调整法垫片调整法。一般用螺钉把两个带凸缘的螺母固定在壳体的两侧,并在其中一个螺母的凸缘中间加垫片,调整垫片的厚度使螺母产生轴向位移,以消除间隙和产生预紧力。
首先确定丝杠类型,总体来说丝杠分为T型丝杠和滚珠丝杠。现在大部分都是滚珠丝杠,但也有部分低端数控车床采用T型丝杠。
把丝杆、光杆拆下来、把托板箱拆开,就可以拆卸开合螺母。安装则可以把顺序倒过来,调节螺丝的在开合螺母燕尾部分!开合螺母又叫“对合螺母”俗称“开口哈夫”。
软调整法:在加工程序中加入刀补数,刀补数等于所测得的轴向间隙数或是调整数控机床系统轴向间隙参数的数值。但这都是治标不治本的办法。
数控车床丝杆有间隙怎么调整
首先先确认是半闭环系统的数控机床,因为全闭环不需要补偿反向间隙,开环无法补偿。机械调整,对滚珠丝杆螺母副进行调整,旋紧即可。
打打反向间隙吧,看看有多少。百分表固定。表针打在托板上。系统设置点动。走过去在走回来。看看差值有多少。一般间隙过大就不是丝杆间隙,属于机械间隙建议检查轴承,或固定装置。间隙很小可怀疑丝杆间隙。
常用的间隙调整方法如下:垫片调整法垫片调整法。一般用螺钉把两个带凸缘的螺母固定在壳体的两侧,并在其中一个螺母的凸缘中间加垫片,调整垫片的厚度使螺母产生轴向位移,以消除间隙和产生预紧力。
丝杆调距两面打开怎么调
丝杆调距两面打开调整步骤如下:滚珠丝杠螺母副,螺母一定采用双螺母结构,调整双螺母机构之间以及垫片的厚度即可,长时间使用滚道磨损后还可以及时更换一个更大需求规格的滚珠,比如大5微米的滚珠。
具体如下:首先需要确保双导轨的水平度,可以使用水平仪或其他工具进行检测和调整。在调整时,需要注意双导轨两端的高度差应控制在规定范围内,以确保运动平稳。然后需要调整单丝杆的垂直度,使其与双导轨垂直。
能。调节的方法:先调整右边,把丝杆拉紧,向外顶。在把皮带拉紧。在适当调整左边,把丝杆稍松弛,扳手微拧。即可。
 扫一扫微信交流
扫一扫微信交流
发布评论