
数控机床电动四方刀架自动换刀时的动作过程
(1)刀架抬起 当数控装置发出换刀指令后,压力油由a孔进入压紧液压缸的下腔,活塞1上升,刀架体2抬起,使定位用的活动插销10与固定插销9脱开。同时,活塞杆下端的端齿离合器与空套齿轮5结合。
这时上刀体不能绕刀架的中心轴转动;换刀时电动机正转,抬起机构使上刀体抬起,等上下断面齿脱开后,上刀体才可以绕刀架中轴转动,完成转位动作。【补充】:常见典型故障:1)刀架连转不停或在某个刀位不停。
电机得电正转(刀台在螺杆带动下抬起)---上侧圆销到位带动刀台转动---到达指定工位发信盘发出到位信号---电机得电反转(螺杆带动下降到齿牙盘锁紧---反转时间到达停止---发出到位信号。

数控机床的自动换刀装置都有哪些方式?
1、①回转刀架换刀 数控机床上使用的回转刀架是一种最简单的自动换刀装置,根据加工对象的不同,可以设计成四方刀架和六角刀架等多种形式,分别安装着四把、六把或更多的刀具,并按数控装置的指令换刀。
2、数控机床实现换刀的方式有手动换刀、自动换刀器、直接换刀、链式刀库。手动换刀需要操作人员通过手动操作,将原有刀具从主轴中卸下,然后安装新的刀具。这种方式适用于简单的换刀需求,但需要操作人员具备一定的经验和技能。
3、自动换刀系统换刀方式:根据实现原理的不同,自动换刀有回转刀架换刀、更换主轴头换刀、带刀库自动换刀等方式。回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。
4、自动换刀装置是加工中心的重要执行机构,它的形式多种多样,目前常见的有以下几种。1.回转刀架换刀 数控机床使用的回转刀架是最简单的自动换刀装置,有四方刀架、六角刀架,即在其上装有四把、六把或更多的刀具。

加工中心自动换刀装置的组成部分是什么?
1、加工中心自动换刀装置的组成:加工中心的自动换刀装置是由刀库、机械手臂和驱动机构等部件组成,刀库是存放着加工时所需要的刀具。
2、五轴联动加工中心的自动换刀功能需要主轴上安装有特殊的换刀装置,通常称为ATC(Automatic Tool Changer)或者ATC系统。ATC系统由多个刀库、刀臂和刀具传送机构组成,可以自动实现刀具的快速更换,从而提高加工效率和灵活性。
3、能自动更换工具,对一次装夹的工件进行多工序加工的数控机床。加工中心的自动换刀装置由存放刀具的刀库和换刀机构组成。刀库种类很多,常见的有盘式和链式两类。链式刀库存放刀具的容量较大。
4、数控系统:加工中心的数控部分是由数控装置、PLC、伺服驭动装置以及操作面板等组成。自动换刀系统:自动换刀装置(Automatic Tool Changer,ATC)由刀库、机械手等部件组成。
5、五轴加工中心主要由主轴部件、回转工作台、移动工作台、刀库、自动换刀装置等机械功能部件组成。五轴联动加工中心有高效率、高精度的特点,工件一次装夹就可完成复杂的加工。
6、鞍座:支撑工作台。底座:用来支撑工作台和鞍座,满足X向和Y向运动。主轴箱:主要是用来安装主轴用的。立柱:是对主轴箱起到支撑作用,满足主轴的Z向运动。
五轴联动加工中心的自动换刀功能需要主轴有什么装置?
五轴加工中心主要由主轴部件、回转工作台、移动工作台、刀库、自动换刀装置等机械功能部件组成。五轴联动加工中心有高效率、高精度的特点,工件一次装夹就可完成复杂的加工。能够适应像汽车零部件、飞机结构件等现代模具的加工。
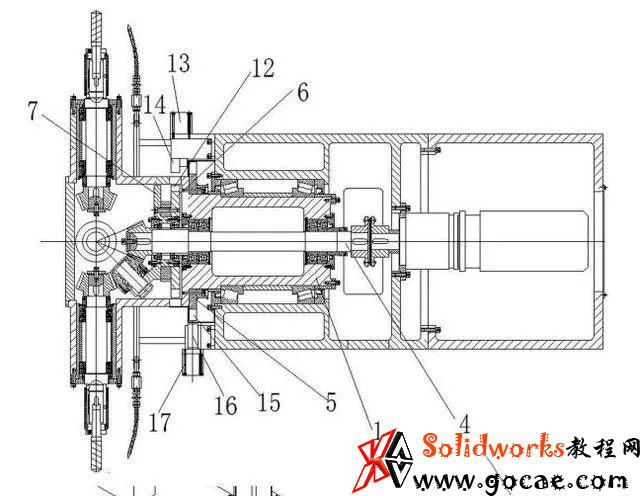
在带有刀库的自动换刀数控机床中,为实现刀具在主轴上的自动装卸,其主轴必须设计有刀具的自动夹紧机构。自动换刀立式铣镗床主轴的刀具夹紧机构如图1所示。
(5)有自动换刀和刀具自动夹紧功能。 (6)主轴具有足够的驱动功率或输出转矩。 (7)主轴具有准停功能又称主轴定位功能 。
刀库是存放加工工件所使用的全部刀具的装置。刀库有圆盘式、斗笠式和链式等多种,容量从几把到几十把。在加工过程中需要换刀时,根据数控系统指令,由机械手(或通过别的方式)将刀具从刀库取出装入主轴中。
 扫一扫微信交流
扫一扫微信交流
发布评论