

加工中心对刀步骤
1、,机上对刀方法一【这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。
2、首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
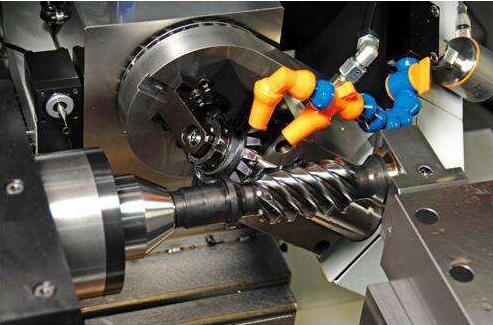
3、将刀具放置在加工中心上:将要进行对刀的刀具放置在加工中心主轴中,并固定好刀柄和刀具。检查刀具高度:检查刀具高度是否正确,这可以通过机床控制面板的Z轴位置显示来完成。如果高度不正确,需要进行调整。
4、用标准刀的长度值L分别加上测量后的差值,再输入相应的刀具长度补偿值H中。特点:刀具之间相对独立,不存在相对关系,操作方便,这种方法得到了广泛的利用。
5、加工中心对刀步骤-工件的定位与装夹(对刀前的准备工作)在数控铣床上常用的夹具有平口钳、分度头、三爪自定心卡盘和平台夹具等,经济型数控铣床装夹时一般选用平口钳装夹工件。
加工中心操作方法?
1、首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
2、日常的操作步骤:开机:打开外部总电源,启动空气压缩机。返回参考点操作。装夹工件:为便于工件安装,用手动方式尽量把Z轴抬高,用压块、螺杆、扳手等把工件锁紧在工作台上或平口钳上。
3、首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
4、加工中心操作面板各按键功能介绍如下:RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。CURSOR(光标移动键): 移动光标至编辑处。
5、操作者必须熟悉加工中心操作使用手册和机床性能,并经过有关立式加工中心的理和实习培训,通过考试及格取得上岗证,才具备操作立式加工中心的资格。
加工中心操作面板各按键的意思
1、运行键:用于控制数控铣床或加工中心开始/暂停/停止加工。 调节键:用于调节机床各项参数,例如主轴转速、进给速度等。 辅助键:用于辅助操作,例如工件夹紧、气压调节、卡盘旋转等。
2、一般就是分为功能键.数据设定键,特殊键,数据修正键。操作键等,功能键;monltor显示运转画面 edlt 显示编辑画面 setup显示换产画面 dlagh 显示诊断画面 malnte显示维护,画面。
3、红色的按键是急停按钮。按下这个开关,机床就会停止,一般在紧急状态下或者意外状态下键从最左面开始。
4、功能键 INPUT :输入程序及代码 。OUTPUT :输出程序及指令。OFFSET:储存刀具长度、半径补偿值。AUX GRAPH :显示图形。PRGRM :显示程序内容。ALARM :显示发生警报内容或代码 。
5、POS(位置显示键):在CRT上显示机床现在的位置。PRGRM(程序键):在编辑方式,编辑和显示内存中的程序。在MDI方式,输入和显示MDI数据。MENU OFFSET( 偏置值设定和显示)。DGNOS PARAM(自诊断参数键)。
加工中心的基本操作
首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
首先把机床回零,安装好加工刀具,按下操控面板“HANDLE”按键,切换到手轮模式状态。在手轮模式下,把手轮切换到“Z”挡位,摇动手轮使用刀棒对刀,记下此时的机械坐标Z的数值。
一般情况下数控铣床或加工中心有x、y、z三个基本轴,其他旋转、进给轴为第四轴,后者可以实现刀库定位,回转工作台、分度头的旋转定位,更高级的系统还可以与基本轴进行插补运算,实现四轴、五轴联动。
加工中心的架机有以下三个步骤:摆放位置 一般情况下,人们就需要将加工中心摆放在通风干燥的地方,并且距离接地线要近,否则就容易造成机器产品的各种损坏。选择好的地点就能减少各种不同的外界伤害,延长机械的使用时间。
加工中心操作程序是怎样的?
第一步:编写攻丝程序编写 G0G90G54X0Y0 S300M3 G43H1Z50.M8 M29S300 G98G84RZ-1F600 (F=转速X牙距) G0Z200.M9 G80M5 M30。
首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
前提是你会一门编程语言,编程语言从某种意义来讲是相同的,当你会一种的时候,再去学习其他的就非常容易了。当然也不排除从0开始,你需要花费更多的时间罢了。加工中心预热编程 建议从《数控编程基础》学起。
 扫一扫微信交流
扫一扫微信交流
发布评论