
加工中心零件斜着放如何找坐标?
1、如图所示,矩形工件倾斜摆放,分别选择四个点A、B、C、D,五个点E,将五个点定位在加工中心上。
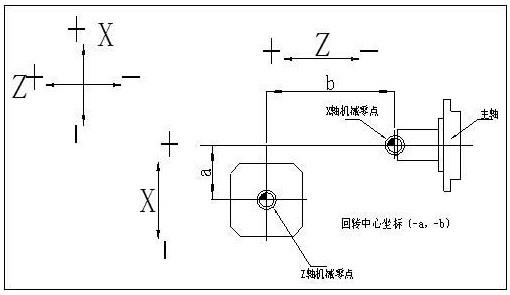
2、加工中心z轴倾斜通过坐标系里面的EXIT0的Z坐标来补正。根据查询相关资料信息,加工中心z轴倾斜具体看偏多少,少的,通过坐标系里面的EXIT0的Z坐标来补正,偏的多,是间隙太大,打下反向间隙,对反向间隙的参数重新设定。
3、按照常规推理,应该是长1300MM,宽700MM!但零件必须小于这个尺寸,因为大于或者等于这个尺寸,当加工四周外形时就会超程报警!不过如果不用加工四周,那(也许)就可以了。
4、零件上我们一般叫他工件坐标系,寻找工件坐标原点。机械零件在设计时,都有设计基准。三个方向的基准确定了工件的坐标系。关于设计基准相关内容不在此讨论。机械加工时的工艺基准尽量与设计基准重合。理由也不解释了。
5、在进行自动找坐标时,可以选择将参考点设置为编程坐标点、旋转中心或其他合适的位置,具体要看具体情况而定。一般来说,参考点应该能够反映出工件的几何形状和尺寸特征,同时尽可能地与加工过程中的其他操作相协调。
6、方法:切换到工件坐标系:OFS / SET 坐标系,选择具体的工件坐标系(如G5G5G5G5G5G59等),输入“X0”后按屏幕下方的“测量”键(或直接输入机械坐标值)。

加工中心工件右边大怎么改坐标
1、第四轴的数值可以放在2个地方,一个是g54里面,那么绝对坐标就会变成0。
2、cnc坐标偏移的解决方法是:使用CNC机床测头来调整cnc坐标偏移,因为CNC机床测头可以识别机器精度误差,自动校准机器精度,分割,找边,修正坐标系,刀具补偿。
3、如果只是尺寸大小大了,应首先考虑改善加工工艺,再考虑程序方面调试尺寸时,增加半径补偿代码,进行调试尺寸,注意半径补偿代码G4G42通常需要用在G01之前,不能直接用在G0G03之前,在适当位置应使用取消半径补偿G40代码。
数控加工中心怎样设坐标原点?
1、机床原点为机床上的一个固定的点。车床的机床原点为主轴旋转中心与卡盘后的端面之交点。参考点也是机床上的一个固定点,该点是刀具退离到一个固定不变的极限点,其位置由机械挡块来确定。
2、数控车床坐标原点设置办法如下。转动刀架至基准刀,在MDA状态下,输入T1D0,使刀补为0,机床回参考点。用试切法确定工件坐标原点,先切削试件的端面。Z方向不动。
3、机床坐标系是机床的硬件系统建立的坐标系统,是固定于机床自身的光栅或者编码器的零点建立起来的。数控机床中一般使用G53做为机床坐标系。
4、机床坐标系原点即机床的初始位置,是由机床制造商设置在机床上的一个固定基准位置点,通过限位开关或传感器来建立。作用是使机床与控制系统同步,建立测量机床运动的起始点。
5、在MDI模式下,将系统的参数写入开关设为1 PARAMETER WRITE=1 在手轮模式下,将丢失原点的轴移动到需要设定为原点的位置。关电重启。
6、在五轴加工中心上,通常使用夹具来固定工件。可以使用专业的测量工具来测量零点位置。可以在控制台上输入相应的命令,将零点位置设置为工件坐标系的原点。
数控加工中心程序是G54X-65Y0,那么对刀怎样设置这个坐标
将主轴转起来移动刀具到工件的左侧面(与左侧接触),然后记录此时机床的X机械坐标值。移动移动刀具到工件的右侧面(与右侧接触),然后记录此时机床的X机械坐标值。
常见的有G54-G59,还有G51,G52等等。工件坐标系是为了方便的进行工件加工而设置的临时坐标系,可以通过系统的坐标系设置界面随时更改。
G54是加工坐标系选择指令,是把所有的刀长对好以后,通过坐标系选择指令来确定工件坐标系的位置的,一般数控加工中心加工一个零件时要用到几个坐标系,数控车床通常情况只使用一个。
建立了工件坐标系后,机床控制面板所显示的坐标即是刀具当前位置在工件坐标系中的坐标:X坐标为Φx工件,Z坐标为0。在运行程序自动加工时,在程序开始首先要运行建立工件坐标系指令。
用寻边器或铣刀确定XY零点。运动到X0Y0。进入G54,输入X0,按测量键(软键);输入Z0,按测量。OK T1M6,运动到Z0,进入G54输入Z0,按测量。对刀。
 扫一扫微信交流
扫一扫微信交流
发布评论