

如何判断数控加工中心精度
1、试件的尺寸:如果试件切削了数次,外形尺寸减少,孔径增大,当用于验收检验时,建议选用最终的轮廓加工试件尺寸与本标准中规定的一致,以便如实反映数控加工中心的切削精度。
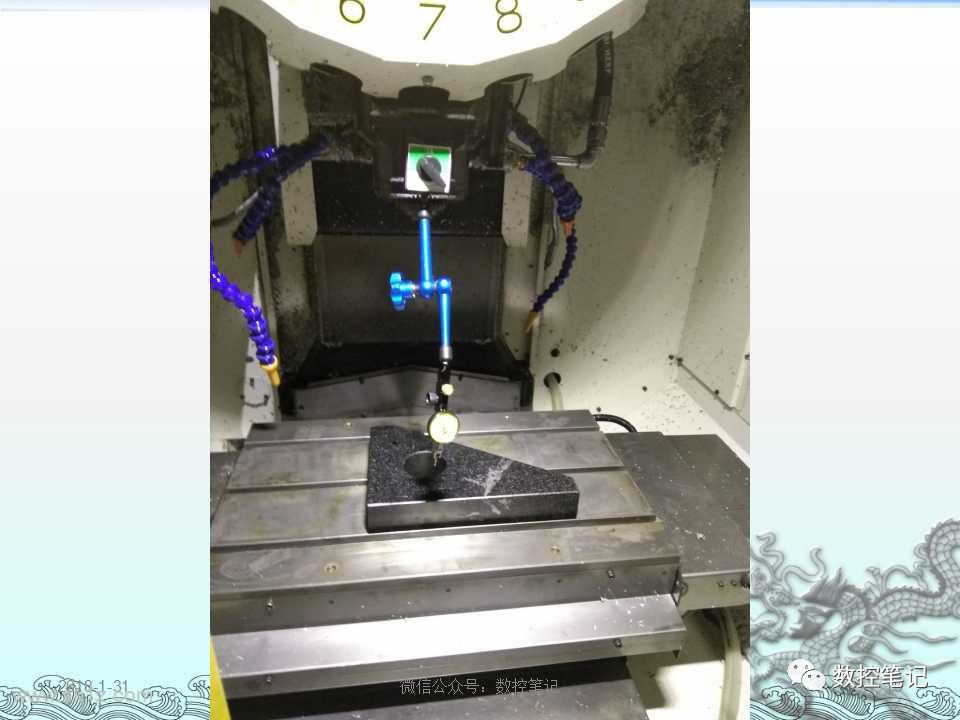
2、)机床定位精度检验数控机床的定位精度是机床各坐标轴在数控系统控制下所能达到的位置精度。根据实测的定位精度数值,可以判断机床在自动加工中能达到的最好的加工精度。
3、在试件的定位试件应位于X行程的中间位置,并沿Y和Z轴在适合于试件和夹具定位及刀具长度的适当位置处放置。当对试件的定位位置有特殊要求时,应在制造厂和用户的协议中规定。
数控车床精度加工
(4)图上尺寸标注方法应适应数控车床加工的特点,应以同一基准标注尺寸或直接给出坐标尺寸。尺寸精度要求分析图样尺寸精度的要求,以判断能否利用车削工艺达到,并确定控制尺寸精度的工艺方法。
目前较为常用的误差补偿方法有实时补偿和静态补偿,一般都是可以对最终误差进行直接补偿的加工过程,能在机床加工中有效应用。
新设备的话加工尺寸精度普通的可以到一个丝(0.01MM),所有的铣床都一样,要达到关键看操作人的水平。
(1)机床方面。调整主轴间隙,提高轴承精度;调整中、小滑板镶条,使间隙小于0.04mm,并保证移动平稳、轻便;选用功率适宜的车床,增强车床安装的稳定性。(2)刀具方面。合理选择刀具的几何参数,经常保持切削刃光洁、锋利。
数控机床的位置精度指标有
)伺服定位精度(包括电动机、电路、检测元件);2)机械传动精度;3)几何定位精度(包括主轴回转精度、导轨直线平行度、尺寸精度);4)刚度。
(1)几何精度是指机床在不运转时部件间相互位置精度和主要零件的形状精度、位置精度。机床的几何精度对加工精度有重要的影响,因此是评定机床精度的主要指标。
精度是数控机床的重要技术指标之一。精度主要指加工精度、定位精度和重复定位精度。定位精度和重复定位精度 定位精度是指数控机床工作台等移动部件实际运动位置与指令位置的一致程度, 其不一致的差量即为定位误差。
数控机床的定位精度是指在一定移动长度上的实际移动值与理论移动值之间的误差。现阶段经济型数控机床定位精度出厂标准为100mm长度允许误差为0.004mm,写床身机床及加工中心允许为0.002mm,(激光干涉仪螺补以后的误差)。
GB10931,89。通常采用的数控机床位置精度标准是ISO230,2标准和国标GB10931,89。测量直线运动的检测工具有:标准长度刻线尺、成组块规、测微仪、光学读数显微镜及双频激光干涉仪等。
数车数铣和加工中心的尺寸精度可以达到多少?
1、传统加工方式主要采用插床,加工精度±0.20,需要划线找正,加工效率较高。现在采用线zhi切割加工的越来越多,加工精度能到±0.02,综合费用比插床低。由于往复运动的加工方式,在槽底必须有退刀槽,否则不易断屑。
2、在加工精度方面,普通级数控机床的加工精度已由10μm提高到5μm,精密级加工中心则从3~5μm,提高到1~5μm,并且超精密加工精度已开始进入纳米级(0.01μm)。
3、新设备的话加工尺寸精度普通的可以到一个丝(0.01MM),所有的铣床都一样,要达到关键看操作人的水平。
4、(9)加工中心加工典型件的尺寸精度和形位精度为例对比国内外的水平,国内大致为0.008~0.010mm,而国际先进水平为0.002~0.003mm.。
5、普车最高加工精度,数控精度要更高些,但这个没有绝对的,比如外圆公差0.01-0.02mm的。普通车床也能达到的。
 扫一扫微信交流
扫一扫微信交流
发布评论