
加工中心操作面板各按键的意思
CURSOR(光标移动键): 移动光标至编辑处 PAGE(页面转换键):显示器画面向前变换页面,显示器画面向后变换页面。地址和数字键:按下这些键,输入字母、数字和其它字符 POS(位置显示键):在CRT上显示机床现在的位置。
cnc加工中心的数控系统操作面板主要由CRT显示器和MDI键盘两部分组成,显示器下方有一排软按键,这一排软按键的功能根据屏幕中对应的提示来指定,各MDI按键功能如下:数字键、字母键:数字和字母的输入。
加工中心操作面板各按键功能介绍如下:RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。CURSOR(光标移动键): 移动光标至编辑处。
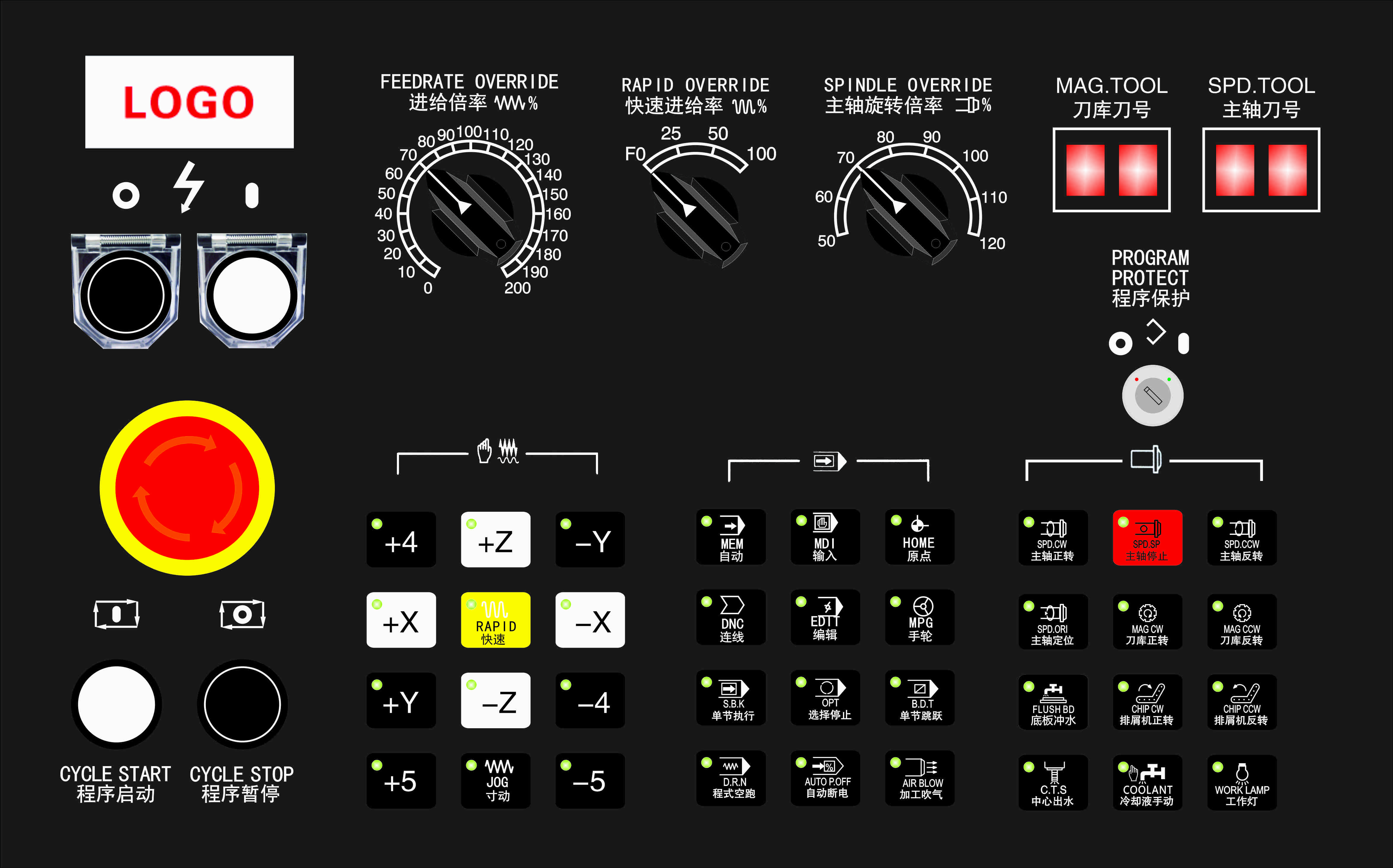
加工中心的操作面板,是每个CNC工人要接触的,让我们来看看这些按键是什么意思。红色的按键是急停按钮。按下这个开关,机床就会停止,一般在紧急状态下或者意外状态下键从最左面开始。
数控铣床或加工中心操作面板通常由以下几部分组成: 主界面、功能键、编程键、运行键、调节键、辅助键、报警显示和数字显示。每个键的功能如下: 主界面:显示操作界面、工作状态、程序状态和补偿状态。
操作键等,功能键;monltor显示运转画面 edlt 显示编辑画面 setup显示换产画面 dlagh 显示诊断画面 malnte显示维护,画面。数据设定键;/就是设定字母,数字,运算符号时按这些键。

加工中心的面板求解释
1、DRY RUN:空运行,按下此按钮后,在自动运行过程中刀具按参数指定的速度快速运行,该功能主要用于检查刀具的运行轨迹是否正确。1CYCLE START:循环启动开始,在自动运行状态下,按下此按钮后,机床自动运行加工程序。
2、CURSOR(光标移动键): 移动光标至编辑处 PAGE(页面转换键):显示器画面向前变换页面,显示器画面向后变换页面。地址和数字键:按下这些键,输入字母、数字和其它字符 POS(位置显示键):在CRT上显示机床现在的位置。
3、加工中心的操作面板,是每个CNC工人要接触的,让我们来看看这些按键是什么意思。红色的按键是急停按钮。按下这个开关,机床就会停止,一般在紧急状态下或者意外状态下键从最左面开始。
4、数控铣床或加工中心操作面板通常由以下几部分组成: 主界面、功能键、编程键、运行键、调节键、辅助键、报警显示和数字显示。每个键的功能如下: 主界面:显示操作界面、工作状态、程序状态和补偿状态。
5、功能键 INPUT :输入程序及代码 。OUTPUT :输出程序及指令。OFFSET:储存刀具长度、半径补偿值。AUX GRAPH :显示图形。PRGRM :显示程序内容。ALARM :显示发生警报内容或代码 。
加工中心控制面板怎么打开维修
1、用PLC开关,或用面板按键。首要的就是要打开一个条件,激活刀库维修模式,还有的用M代码,你如果会看PLC,找到相应的接口,分析一下就行了。
2、首先,可以尝试重新启动设备,有时候只是暂时的故障导致面板无法正常运行。如果问题仍然存在,可以检查面板的电源连接是否正常,确认供电稳定。如果问题仍未解决,建议联系纽恩泰的维修服务中心,获取专业的技术支持和维修服务。
3、开机前的检查。检查数控加工中心润滑油泵中的润滑油是否充足。切削液是否足够,系统控制柜是否关好等。接通控制柜上的控制开关。按下控制面板上的接通键POWER ON,系统启动。
4、首先你需要确保你已经连接上了法兰克系统加工中心,并且拥有管理员权限。接下来,你可以按照以下步骤操作: 打开机床的控制面板。通常,你可以在机床的侧边或者顶部找到控制面板。
5、捷甬达850加工中心数控面板解锁:方法使用遥控器从menu菜单中的“设定”--“操作锁”--选择“关”。方法按住控制面板上的Enter按钮约7秒钟,锁定会被解除。数控一般指计算机数控。
6、主界面:显示操作界面、工作状态、程序状态和补偿状态。 功能键:例如主轴启动/停止、ATC控制、手动进给/快速进给、刀具测量和换刀等。 编程键:用于程序编辑、修改和存储。
加工中心面板确定是哪个
加工中心操作面板各按键功能介绍如下:RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。CURSOR(光标移动键): 移动光标至编辑处。
加工中心的操作面板,是每个CNC工人要接触的,让我们来看看这些按键是什么意思。红色的按键是急停按钮。按下这个开关,机床就会停止,一般在紧急状态下或者意外状态下键从最左面开始。
PRGRM(程序键):在编辑方式,编辑和显示内存中的程序。在MDI方式,输入和显示MDI数据。MENU OFFSET( 偏置值设定和显示)。DGNOS PARAM(自诊断参数键)。
数控机床加工中心怎样使已被固定的加工件放开
1、加工中心可以白动换刀,所以,主轴系统应具备自动松开和夹紧刀具的功能。
2、加工中心FANUC系统z轴被锁住,解除的方法是:检查一下参数2004(Z)#0是否设置为1,如果没有设置为1,z轴会被锁住。另外还需检查z轴刹车有没有释放,若没有释放刹车也会导致z轴被锁。
3、装个液压卡盘就可以了,M10是夹紧、M11松开。主要是在程序里面输入MM11的指令就可以实现了。如果数控车可装A型短锥卡盘,出现的是这样的情况时,用扳手夹紧就行了。数控仿真软件主要验证程序的正确性。
4、首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
5、所选择的零件的安装位置和编程的一致性,以确保工件坐标系和机床坐标系的方向,并指示安装。短拆迁改变以适应新的工件夹具。压缩的辅助加工中心时间已经很短的支撑夹具装卸不能占用太多时间。?夹具应尽可能尽可能少的部件和更高的刚度。
 扫一扫微信交流
扫一扫微信交流
发布评论