

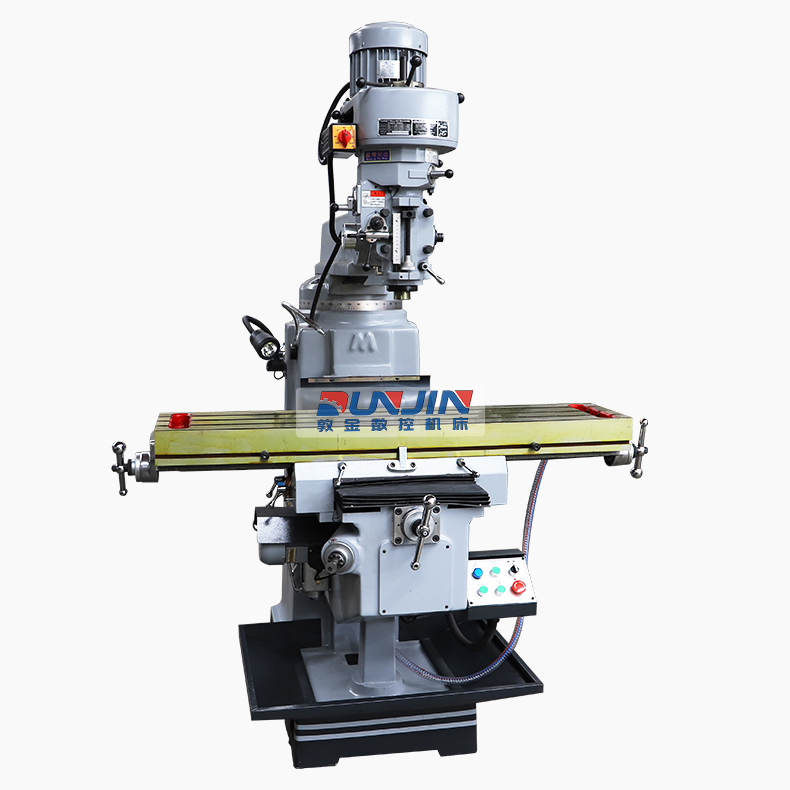
ratee一4e锐地炮塔铣床如何调级主轴转速
1、\x0d\x0a 主轴变速前必须先停车,再换档。\x0d\x0a 当主轴转速超过2000转/分,不可使用主轴机动进给。\x0d\x0a 当移动部件相关手柄在锁紧状态时,不许移动该部件。
2、机床未经润滑,不需启动。 按照机床润滑点的规定,定期注油润滑,经常查看储油器的油量;及时补充润滑油。 主轴变速前必须先停车,再换档。 当主轴转速超过2000转/分,不可使用主轴机动进给。
普通炮塔铣床的工作台前后可以调整吗?
铣头前后的位置试通过伸臂的前后移动来达到目的。
说明工作台的燕尾槽磨损了,可以调节燕尾槽上的线条,调线条是一边松几圈,另一边紧几圈,一直调到手动工作台就可以了。切记不可调过紧,以防止工作台卡死。
这个不难,铣头可以前后,左右摆角度,旁边都有刻度牌,一般先对好上面的归零牌,用百分表吸住广东莹瞬铣床主轴表针对着工作台,开始360度旋转。先调前后,前后万象头有三颗紧固螺丝顶部有根蜗杆调到前后工作台在1丝以内即可。

铣床主轴不垂直怎么办
将百分表架吸在立铣的主轴端面,看左右两侧的尺寸相差值,调整立铣头的角度,直到左右两边数据一致即可。
要调整好机床导轨的水平。加以固定。工作台的水平要反复调整。机床导轨的两端都要调整。机床立柱两个方向的和导轨垂直要调整好。
在立铣头的主轴上吸上百分表,转动主轴看左右两侧的读数。调动立铣头直到两侧基本一致就可以了。
立式铣床主轴中心与升降导轨垂直度和工作台的平行度超差。应调整和修复导轨,达到主轴中心与工作台的平行度误差在(300∶0.02)mm之内。(2)工件装夹方法不合理,在加工中发生移动。
校正铣床主轴与工作台面的垂直度,一般使用百分表来进行校正就可以了。把百分表固定、或者吸在主轴上,挂空挡。用手转动主轴,测量两侧的数值,直到都为零为止,就可以校正好垂直度。
 扫一扫微信交流
扫一扫微信交流
发布评论