
如何根据CNC加工中心的刀具材料选用切削液?
高速钢刀具,在加工中心进行高速粗切削的时候,采用冷却性能好的水基切削液为佳。工具钢刀具,耐热性能差,要采用冷却性能好,低浓度的切削液。陶瓷刀具、金刚石刀具切削时,加工中心一般不使用切削液。
,工具钢刀具:其耐热温度约在200~300℃之间,只能适用于一般材料的切削,在高温下会失去硬度。由于这种刀具耐热性差,要求冷却液的冷却效果要好,一般采用乳化液为宜。
精密加工,对切削液润滑性要求高,一般用切削油。若要考虑到冷却及清洗,可采用含极压剂的微乳液。普通工件的加工,用一般的水性切削液就可以了,推荐用半合成水性切削液,润滑、冷却及清洗性都不错。
金刚石、陶瓷等材料的刀具,其耐磨性、硬度等都非常高,所以一般加工可以不用切削液,用的时候就多用水基切削液,主要是起冷却作用。
如何根据加工方法选择切削液对于不同切削加工类型,金属的切除特性是不一样的,较难的切削加工对切削液要求也较高。

CNC加工中心一般用什么切削液比较好
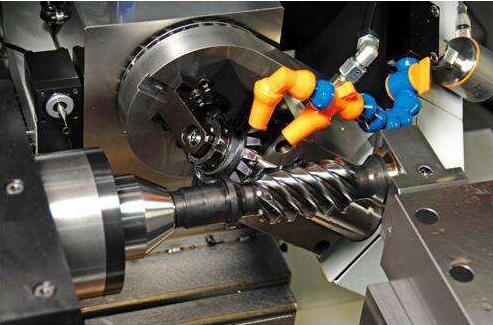
目前绝大多数加工中心一般用的是粘度比较小的全合成或半合成的水基切削液。良好的通用性:产品兼顾黑色金属的防锈和有色金属的腐蚀抑制性能,可同时用于黑色金属和有色金属的加工,特别适用于需要加工不同材质的机床。
不锈钢加工工艺一般采用车、铣、钻、铰、镗孔等。不锈钢切削液分为三大类:乳化液DC-503:含油量大于50%,性能:润滑防锈性能好,但冷却性能差,稳定性不好,寿命短。
切削液主要有:水溶性切削液,油性切削液及纯油切削液。切削液的选择主要根据加工工件的材质来选择,一般软性材质选择水溶性切削液,钢铁硬性材质选择油性切削液及纯油切削液。
CNC加工球面玻璃:科泽光学玻璃切削液DK-760C水溶性切削液专为光学玻璃而研发,对金刚石磨具有化学自锐作用,适用于光学玻璃的精磨、粗磨以及切割。良好的冷却、润滑、洗涤、防锈蚀、稳定等性能。
铝合金加工最好是:使用铝合金专用切削液,由于铝是某种非常容易腐蚀的材质,如果不是专用切削液,可能会导致起斑、有黄点、粘刀及其表面光亮度没那么好。
数控加工中心加工铝合金一般用什么切削液比较适合
1、半合成切削液:30%的含油量左右,综合性能最好,首选之品。全合成切削液:不含基础油,由各种添加剂组合而出,冷却性能,清洗性能极佳,润滑防锈性一般。
2、切削液主要有:水溶性切削液,油性切削液及纯油切削液。切削液的选择主要根据加工工件的材质来选择,一般软性材质选择水溶性切削液,钢铁硬性材质选择油性切削液及纯油切削液。
3、铝合金切削液由极压润滑剂、防锈剂、表面活性剂、抗氧化剂等经科学高温复配而成,专为铝及铝合金加工而研制的环保优质水溶性切削液。
4、德士美具有专门针对铝材质加工用切削液。这种切削液润滑、冷却、渗透性能优良。且加入了特殊的缓释因子,可避免铝及铝合金加工后发乌、白斑的锈蚀发生,加工面光亮。这种铝合金切削液的ph值应该控制在0-5之间。
加工中心用什么切削液比较好
1、工件材料:对于不同的工件材料,需要选择适合的切削液。例如,普通碳钢用水基切削液,不锈钢、高温合金等用油基切削液。加工铜合金时,不应选用含硫的切削液。加工铝合金时,应选用PH值为中性的切削液。
2、SCC760A全合成通用切削液。根据查询化工网显示,SCC760A是一种高档、通用性极强的全合成水基切削液,用水稀释后形成清澈、透明的荧光绿色溶液。
3、高速钢刀具,在加工中心进行高速粗切削的时候,采用冷却性能好的水基切削液为佳。工具钢刀具,耐热性能差,要采用冷却性能好,低浓度的切削液。陶瓷刀具、金刚石刀具切削时,加工中心一般不使用切削液。
4、目前绝大多数加工中心一般用的是粘度比较小的全合成或半合成的水基切削液。良好的通用性:产品兼顾黑色金属的防锈和有色金属的腐蚀抑制性能,可同时用于黑色金属和有色金属的加工,特别适用于需要加工不同材质的机床。
 扫一扫微信交流
扫一扫微信交流
发布评论