
立式加工中心的工件坐标偏了怎么修改?
1、第四轴的数值可以放在2个地方,一个是g54里面,那么绝对坐标就会变成0。
2、找正时,可先对X轴或Y轴进行单独找正。若先对X轴找正,则规定Y轴不动,调整工件在X方向的坐标。
3、cnc坐标偏移的解决方法是:使用CNC机床测头来调整cnc坐标偏移,因为CNC机床测头可以识别机器精度误差,自动校准机器精度,分割,找边,修正坐标系,刀具补偿。
4、找到这个零点就是我们要的编程零点,然后就在加工中心上得控制面板上按出刀补那个菜单,下面有坐标系,然后在G54或G55分别按X0测量Y0测量,这样机床就知道工件的零点也就是绝对坐标X0Y0相对于机械坐标的位置了。
5、工件坐标通过G54 G55 G56坐标系设定值后进行修改。F1---F5进入界面设定。
6、具体我们看一下常见的程序原点找正方法:Z坐标找正的方法一般对于立式加工中心Z轴的找正,常采用对刀块来进行刀具Z坐标值的测量。
数控车床刀偏值怎么修改
1、另外,刀具偏置值的微调一般是输入一个修改的增量,然后按某个键。(FANUC中是按+输入,广数系统中好像是按改写……)。本操作也可以在对应数控系统的操作说明书中找到,一般称为刀具偏置值(或刀补值)的修改。
2、轴的刀偏值,键入U,修改Z 轴,键入W,然后键入增量值,再按输入。
3、加刀补值:按照实际刀具磨损情况,在机床数控系统中选择相应的轴进行刀补操作。一般情况下,正负号表示补偿方向,数值表示补偿量。
4、那是画面不对,如果你是用G0对的话就要在刀编画面可用手动方式输入数字后再按输入键,再按启动键就好了。
5、直接修改2号刀的刀补,X方向U-0.05,Z方向W0.1就OK了,关键看是什么系统,有的是直接修改所对应的刀的X和Z的偏值,希望对你有所帮助。
6、用▲、键移动蓝色亮条对准2号基准刀的刀偏号#0002位置处,按F5键设置2号刀为标准刀具,则所在行变成红色亮条。

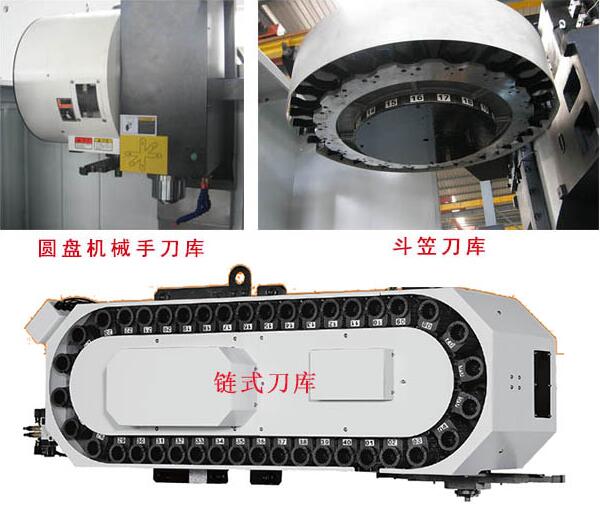
cnc刀库换刀与全轴错位怎么处理,半刀刀刀库换刀和主轴错位?
首先,需要确认刀库中的刀套是否正确插入。可以检查每个刀套是否有插入到位的 “咔嗒”声,如果没有,则需要重新插入。此外,也需要注意刀套的标记,确保每一个刀套都入到正确的位置。
先把刀具都取下来,然后在MDI下输入M70,刀套都重新排序了。依次找SESTEM-PMC-DATA-G DATA,然后翻到D127,把D127中的数字改成刀库上此时刀套向下的那个刀套号,就可以了。
可以这样解决:检查刀库定位开关:刀库定位开关是用来检测刀库的位置的,如果开关损坏或者调整不当,会导致刀库不能转动或转动不到位,需要更换或者调整开关。
刀库都设有回零功能,重新回零即可。如果在刀库乱了后,执行了换刀指令,那么执行过指令的刀号很有可能都错位了,那只有将错位的刀手动取下,重新对号装入了。
检查刀库机械结构和系统参数:检查刀库的计数器开关是否松动或卡刀现象刀套上下信号和主轴定位信号等。重新设置刀库工具编号与主轴刀号:通过重新设置工具编号和主轴刀号来解决。
法兰克加工中心的走刀方向和偏程
1、程序走线上加入半径补偿,同时在刀具参数里面输入半径5。手工编程具体步骤:首先根据图纸对零件的几何形状尺寸、技术要求进行分析,明确加工内容,决定加工方案、加工顺序,设计夹具,选择刀具、确定合理的走刀路线和切削用量等。
2、先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,对刀完成,准备正式加工。
3、走刀方向的改变一般是要改变偏程的。因为走刀方向的改变,相对的刀具半径补偿、起点坐标、终点坐标会变,同时如有圆弧会改变成顺时转或是逆时转那指令也会变。特别是刀具半径补偿。
4、R(吃刀次数)G73P(循环起始行)Q(循环终止行)U(X轴的精车留量)W(Z轴的精车留量)F(进给)G71和G72走刀方式不同。G71和G73指令表示的意义不同,用途大致一样,区别在于G73适应车较大的圆狐。
5、快速定位(G00或G0) 刀具以点位控制方式从当前所在位置快速移动到指令给出的目标位置。
加工中心Z轴怎么对刀,多把刀,长度补偿怎么设置
机上对刀方法一【这种对刀方法是通过对刀依次确定每把刀具与工件在机床坐标系中的相互位置关系。
才可以进行加工:一是要设定工件零点,即确定工件零点在机床坐标系中的位置;二是要输入刀具参数,主要有刀具长度补偿和半径补偿。这些参数需要通过对刀测量来实现。
绝对对刀方式:所有的刀都在一个点上对刀,刀长数据(机械坐标值)输入到对应的长度补偿上。
加工中心主轴换刀时偏了怎么办?.求解决方法
1、换刀如果是偏了了的话,加工中心加工出来的零件就会有误差的 建议终止这一个程序,重新进行换刀。然后重新设定程序进行加工。希望我的回答可以对你有所帮助。
2、调整程序偏移量:根据实际情况调整程序中的偏移量,确保程序中设置的偏移量与机床坐标系匹配。更换正确的刀具:如果使用了错误的刀具,应该及时更换正确的刀具,并重新检查刀具长度和直径信息。
3、怎么改变加工中心换刀时主轴角度:把主轴升到换刀位置,拔掉气源总开关,用手把刀库推到主轴上(主轴必须有刀)卡住刀柄上的卡槽后在操作面板上找到主轴角度值,再输入到系统参数里面即可。
4、机械臂换刀位置不对,需要把机械臂电机刹车提起,用扳手旋转电机到主轴松刀位置后调整机械臂到位凸轮传感器位置锁定,再旋转电机回位。按下电机刹车即可。
 扫一扫微信交流
扫一扫微信交流
发布评论