
加工中心两把刀循环换刀怎么在mdi上输入
1、将功能键打在MDI状态,显示屏光标处输入换刀指令M06Txx。确认该刀号所对应的刀具是否在主轴上,若不在,请使用手动模式将该刀号所对应的刀具移动到主轴上。
2、在MDI模式下键入:T刀具号 M6;即可实现换刀功能。
3、在MDI模式下,按SET键,在画面中输入1,把参数开关打开。按对应屏幕底部“密码”的键,进入密码画面,输入”admln”,按确认键,屏幕左下角会显示”密码正确”。
4、mdi方式只能让主轴转动,然后转动刀架到2号刀,对刀必须在手动模式下才能完成。mdi程序如下:m03 s800 t0202 输入以上程序后,按循环启动按钮,主轴就会以800转的速度正转,并且刀架转动到2号到位。

加工中心G指令和M指令怎么用?
1、\x0d\x0aG54~G57设置零点偏移,建立工件坐标系\x0d\x0aG54/G55/G56/G57:调用第1至第4可设置零点偏置。
2、三菱系统加工中心G指令:M70 自动刀具建立。M71 刀套向下。M72 换刀臂60°。M73 主轴松刀。M74 换刀臂180°。在MDI状态下把K4和K5的参数改为1 ,然后在手动状态下按启动键。它可以分步完成换到动作。
3、M05 主轴开关 M08 加工液开 M09 加工液关 M10 夹爪ON M11 夹爪OFF M30 程式结束并倒转 工件坐标系设定指令 是规定工件坐标系原点的指令,工件坐标系原点又称编程零点。
4、加工中心M指令:M00 程式停止(暂停);M01 程式选择性停止/选择性套用;M02 程序结束;M03 主轴正转;M04 主轴反转;M05 主轴停止;M06 自动刀具交换。
5、【答案】:准备功能G指令是使数控机床建立起某种加工方式的指令,例如插补、刀具补偿和固定循环等。
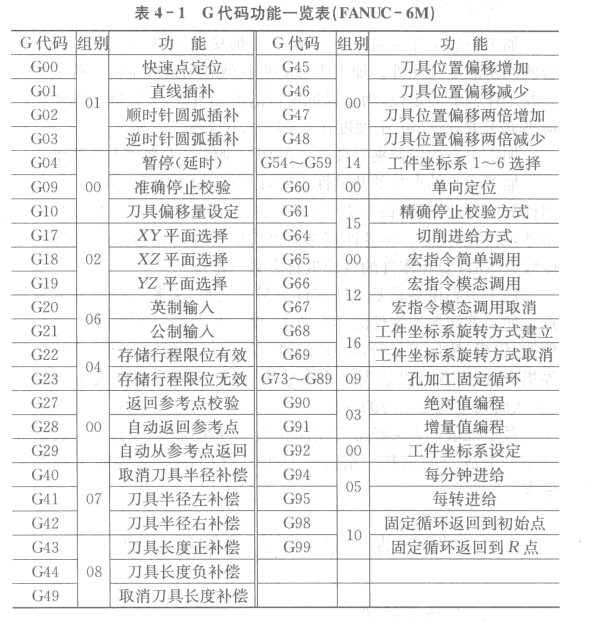
6、一.准备功能字G 准备功能字是使数控机床建立起某种加工方式的指令,如插补、刀具补偿、固定循环等。G功能字由地址符G和其后的两位数字组成,从G00—G99共100种功能。
三菱加工中心分中怎么输入
1、首先将分中棒摇至x轴碰边清零加入分中棒半径再次清零。其次摇至y轴碰边清零然后加分中棒半径再次清零。最后xy轴零点即为坐标中心功能键打至编辑,在显示屏光标处打入需要的数据或符号按输入键即可。
2、切换手轮,将分钟生成器向左移动,以设置x轴。返回软件设置,选择w确定坐标系,并设置X相对值。切换手轮,将分钟生成器向右移动,并设置x轴的另一侧。
3、装停好工件,装上分中棒,转速600到1200,慢慢进给碰到工件边上,待分中棒上下重合不摆 了就暂停。此时再轻轻的拍进给手柄,分中棒下部分突然偏了,这时就是理想的情况了 。这时就在数显表上按清零了 。
4、不过大多数人都喜欢把左边的用G54,但是对于你这种没有说明的人来说,只能问他们,看是左边G54还是右边G54),移动到-75后再坐标系中输入X0点屏幕中的测量,就完成X分中了。
数控法兰克加工中心怎么对刀?具体怎么输入到G54中?
1、将主轴转起来移动刀具到工件的左侧面(与左侧接触),然后记录此时机床的X机械坐标值。移动移动刀具到工件的右侧面(与右侧接触),然后记录此时机床的X机械坐标值。
2、全称:OFFSET SETING,参数设定显示键,再按“坐标系”功能键,将光标移动到G54的X位置,输入X0。按“测量”功能键,G54中的X值会改变,图中X=-37798即为工件原点相对于机床原点所在X向的坐标值,如下图所示。
3、记下此时的机床的坐标系中的Z向值,并按(INPUT)输入的坐标系中即可(发那科系统输入“Z0.”按“测量”也可以)。主轴停转 先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,对刀完成,准备正式加工。
CNC系统编程指令
1、G代码是数控程序中的指令。一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。
2、F、S、T功能 利用字母F、S、T指令后面跟一个数值,分别指定进给速度、主轴转速和所用刀具与刀具补偿号,在一个程序段中,F、S、T均只能有一个,并将接受的代码信息传送给机床。
3、旋转指令。指令格式:G68 X___ Y___ R___。以给定点(X,Y)为旋转中心,将图形旋转R角;如果省略(X,Y),则以程序原点为旋转中心。例如:(1)G68 R60表示以程序原点为旋转中心,将图形旋转60°。
法兰克加工中心怎么手动把程序输入进去
1、首先打开机床控制面板参数设定界面,确认I/O通道设定数值为“4”,如图示界面。设置方法:先将“写参数”赋值“1”,然后改动I/O通道参数为“4”,再将“写参数”值“0”即可。
2、点击“确认”按钮进行复制操作。删除程序:进入程序列表界面,在列表中选择要删除的程序。在程序操作菜单中选择“删除”选项。确认删除操作,系统会提示“是否删除程序”的对话框,点击“是”按钮进行删除操作。
3、要编写程序首先要进入程序编写的界面,首先进入“EDIT”,在这个模式就可以编写程序啦。
4、打开机床控制面板参数界面,按下功能键,显示程序内容画面或者程序目录画面。确认I、O通道设定数值为“4”,找到“dnc”命令。更换控制面板,打开“DNC”命令,打开dnc控制之后,找到面板上“prog”命令按钮。
 扫一扫微信交流
扫一扫微信交流
发布评论