

车床铣床的区别是什么?
编程方式不同。由工作方式决定,数控车床编程只需要输入两坐标,铣床要输入3坐标,车床xy2轴,多数加工圆形轴件。冼床加个的是xyz3轴加个类型较广。所以学时是冼床比车床长,相对工资也是数先比数车高(工人)。
结构不同:车床是工件旋转刀具固定纵向横行走刀运动加工圆和面。铣床是将毛坯固定,把零件通过三抓卡盘夹在机床主轴上。
加工方式不同 车床:主要用车刀对旋转的工件进行车削加工的机床。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。铣床:主要用铣刀对工件多种表面进行加工。
各铣床的分类
龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。单柱铣床和单臂铣床:前者的水平铣头可沿立柱导轨移动,工作台作纵向进给;后者的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度。
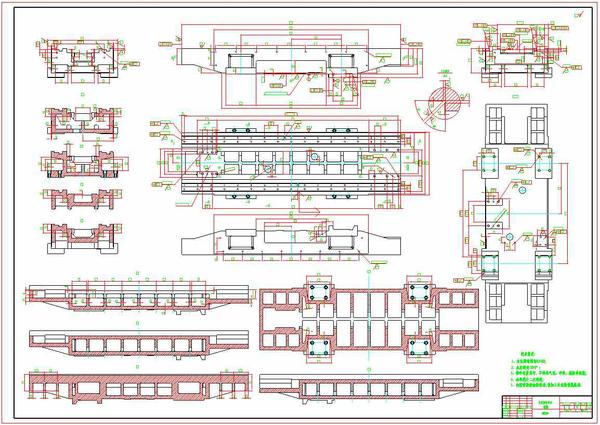
X5032立式铣床 X5032立式铣床属于铣床中广泛应用的一种机床,是一种强力金属切削机床,该机床刚性强,进给变速范围广,能承受重负荷切削。
台式铣床:小型的用于铣削仪器、仪表等小型零件的铣床。悬臂式铣床:铣头装在悬臂上的铣床,床身水平布置,悬臂一般可沿床身一侧立柱导轨作垂直移动,铣头沿悬臂导轨移动。滑枕式铣床:主轴装在滑枕上的铣床。
升降台铣床:有万能式、卧式和立式等,主要用于加工中小型零件,应用最广。2.龙门铣床:包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件。
铣床一般由以下几个部分组成:床身:用来安装和支承机床各部件,是铣床的身体,内部有主传动装置,变速箱、电器箱。床身安装在底座上,底座是铣床的脚,内部还有冷却液等。

内圆磨床的结构
加工工件的圆柱形、圆锥形或其他形状素线展成的内孔表面及其端面的磨床。内圆磨床分为普通内圆磨床(图1)、行星内圆磨床、无心内圆磨床(图2)、坐标磨床和专门用途的内圆磨床等。
顾名思义,外圆磨床磨削外圆,内园磨床磨削内孔。一般能磨削圆形的磨床即可以磨削外圆,也孔磨削内孔。称为万能内外圆磨床。
内圆磨床主要用于磨削圆柱形、圆锥形或其他形状素线展成的内孔表面及其端面。加工工件的圆柱形、圆锥形或其他形状素线展成的内孔表面及其端面的磨床。
★数控内圆磨床为二轴联动立式数控内圆,一次装夹磨削内孔、小端面、多阶孔。★机床内圆磨头采用大功率电动磨头,采用静止变频器驱动。★所有导轨均采用高精度、高抗振性的瑞士施耐博滚柱导轨。
确保装卸和测量工作时的安全性。★机床砂轮轴最高转速为24000转/分,以提高磨削小孔。★用户特殊订货。可改装电主轴变频调速以磨削小直径内孔。★本机床设有端面磨削装置,能保证工件内孔与端面的垂直度。
如强力磨削等。磨床是利用磨具对工件表面进行磨削加工的机床。 大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和抛光机等。
绳卡滑鞍是哪部分?
1、其次,绳卡滑鞍放在钢丝绳工作时受力的一侧,U形螺栓扣在钢丝绳的尾端上。
2、绳头距最后一个绳卡的长度不小于140mm,并采用细钢丝捆扎,绳卡滑鞍放在钢丝绳受力的一侧。不得正反交错设置绳卡。
3、最后一颗绳卡与第二颗绳卡之间应设置一绳弯。绳卡滑鞍(夹板)应在钢丝绳承载时受力的一侧,“U”螺栓应在钢丝绳的尾端,不得正反交错。
4、绳卡滑鞍放在钢丝绳工作时受力的一侧,U型螺栓扣在钢丝绳的尾端。4 几点体会 受条件限制(如场地、楼高、工期等),需采用悬挑式脚手架时,与落地式脚手架相比,虽浪费一点材料,但却可保证结构和外装饰施工的需要。
5、钢丝绳端部固定绳卡与绳径匹配,数量不少于4个,其间距不小于绳径的6倍,绳卡滑鞍放在受力绳一侧。
立式铣床主轴构造
1、立式铣床主轴: 一根空心的阶梯轴,前端内部有锥度为7:24的锥孔,用来安装铣刀刀杆。主轴的轴端结构 主轴的轴端是用于安装夹具和刀具。要求夹具和刀具在轴端定位精度高、定位好、装卸方便,同时使主轴的悬伸长度短。
2、滑枕式铣床:主轴装在滑枕上的铣床,床身水平布置,滑枕可沿滑鞍导轨作横向移动,滑鞍可沿立柱导轨作垂直移动。(4)龙门式铣床:床身水平布置,其两侧的立柱和连接梁构成门架的铣床。
3、主轴采用三支承结构。前支承采用圆锥滚子轴承,用于承受径向力和向左的轴向力;中间支承采用圆锥滚子轴承,用于承受径向力和向右的轴向力;后支承为单列深沟球轴承,只承受径向力。主轴的回转精度主要由前支承及中间支承来保证。
m1442型外圆磨床有哪些特点?
1、磨削速度很高,每秒可达30m~50m;磨削温度较高,可达1000℃~1500℃;磨削过程历时很短,只有万分之一秒左右。(2)磨削加工可以获得较高的加工精度和很小的表面粗糙度值。
2、外圆磨床的特点:砂轮主轴轴承采用锥形成型油楔动压轴承、砂轮主轴在低速是仍具有高的轴承刚度。砂轮架导轨采用交叉滚柱刚导轨,半自动进给机构采用回转式油缸实现。
3、普通外圆磨床:最通用的外圆磨床,一般加工粗糙度Ra值可到Ra0.4。数控外圆磨床:数控外圆磨床是按加工要求预先编制程序,由控制系统发出数值信息指令进行加工,主要用于磨削圆柱形和圆锥形外表面的磨床。
4、数控外圆磨床的特点数控外圆磨床与普通外圆磨床比较,在磨削范围方面,普通外圆磨床主要用于磨削圆柱面、圆锥面或阶梯轴肩的端面磨削。
5、无心外圆磨床的特点无心外圆磨床机构性能与普通外圆磨床相比较有下列特点:连续加工,无需退刀,装夹工件等复制时间短,生产率高。
 扫一扫微信交流
扫一扫微信交流
发布评论