

如何解决FANUC数控铣床的750报警
1、发信盘位置没对正 拆开刀架顶盖,旋动并调整发信盘位置,使刀架的霍尔元件对准磁块,使刀位停在准确位置。系统反锁时间不够长 调整系统反锁时间参数。机械锁紧机构故障 拆开刀架,调整机械,检查定位销是否折断。
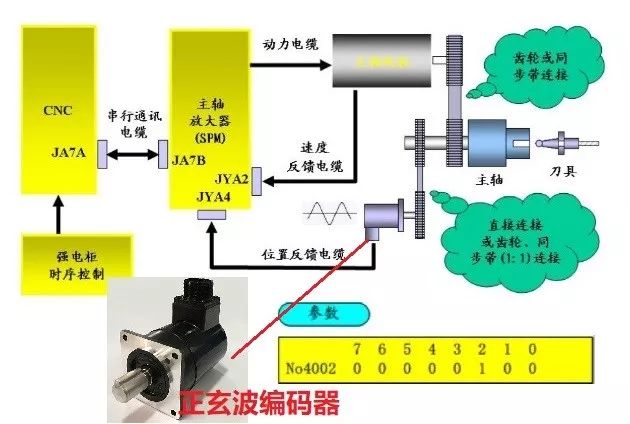
2、查一下控制电源和动力电源是否电压低,断路,缺相。放大器模块之间的线路是否有问题,还有编码器的电源线。一般情况是控制直流电源故障多些,因为控制直流电源是一些检测信号的如超程等,如果由于磨损短路很容易造成问题。
3、发那科系统的数控机床出现607报警和613报警时,如果X、Y、Z轴同时报警,并且过一会出现,750报警和9004报警,则有可能是电源缺相。
4、首先,你可以尝试检查机床的机械部件是否完好无损。如果铣床的正方向超程复位无法消除报警,有可能是机床的某个零件出现了故障或损坏。你可以仔细检查铣床的导轨、滑块、传动系统等部件,看看是否出现了异物、磨损或松动的情况。
数控机床的常见故障及维护是是什么?
1、自动换刀装置故障 自动换刀装置故障主要表现在:刀库运动故障、定位误差过大、机械手夹持刀柄不稳定、机械手运动误差较大等。故障严重时会造成换刀动作卡住,机床被迫停止工作。
2、NC系统故障 硬件故障 由于NC系统出现硬件的损坏,造成机床停机。对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
3、(1)确定性故障是指控制系统主机中的硬件损坏或只要满足一定的条件,数控机床必然会发生的故障。
4、数控机床主轴故障需要及时进行维修,常见的维修方法包括检查并更换损坏部件、清洗和润滑主轴部件、调整主轴参数等。数控机床主轴是机床的核心部件,一旦出现故障,会影响整个机床的运行。
5、E、如果显示屏无显示但机床正常工作,这种现象说明数控系统的控制部分正常,仅是与显示器有关的连接或印刷电路板出了故障。机床不能动作。其原因可能是数控系统的复位按钮被接通,数控系统处于紧急停止状态。
6、(1)位置环。这使数控系统发出控制指令,并与位置检测系统的反馈值相比较,进一步完成控制任务的关键环节;它有很高的工作频度,并与外设相联接,容易发生故障。
数控铣床有哪几种常见的故障?
1、自动换刀装置故障主要表现在:刀库运动故障、定位误差过大、机械手夹持刀柄不稳定、机械手运动误差较大等。故障严重时会造成换刀动作卡住,机床被迫停止工作。
2、NC系统故障 硬件故障 由于NC系统出现硬件的损坏,造成机床停机。对于这类故障的诊断,首先必须了解该数控系统的工作原理及各线路板的功能,然后根据故障现象进行分析,在有条件的情况下利用交换法准确定位故障点。
3、机床不能回零点 原因:1,原点开关触头被卡死不能动作;2,原点挡块不能压住原点开关到开关动作位置;3,原点开关进水导致开关触点生锈接触不好;4,原点开关线路断开或输入信号源故障;5,PLC输入点烧坏。
4、(2)电气故障电气故障是指电气控制系统出现的故障,主要包括数控装置、PLC控制器、伺服单元、CRT显示器、电源模块、机床控制元件以及检测开关的故障等。这部分的故障是数控机床的常见故障,应该引起足够的重视。
5、机床位置环异常或控制逻辑不妥,是生产中数控机床加工精度异常故障的常见原因,找出相关故障点并进行处理,机床均可恢复正常。生产中经常会遇到数控机床加工精度异常的故障。此类故障隐蔽性强、诊断难度大。
6、由于数控机床采用了计算机控制技术,机械结构与普通机床相比大为简化,机械系统出现故障的机会大为减少,其常见的机械故障主要有以下几类:进给传动链故障。
数控机床维修常见机床报警中英文对照「」
1、ALARM报警——这个更离谱了,是个指示灯吧? 还真没见过什么机床有报警键的。
2、数控机床常见故障分析与处理:超程报警(5n0~5nm):1)返回参考点中,开始点距参考点过近,或是速度过慢。通过一定的方法将机床的超程轴移出超程区即可。
3、当数控机床报警时,首先需要及时停止机床的运行,并查看报警信息显示屏上的具体错误编码。然后,根据相关的操作手册或用户手册,查找与该错误编码相对应的故障解决方案。
4、都不行的话,停一下在开机,在不操作时看看有没有报警,没报警那是撞刀的原因,要是一开机就报警那肯定是压到硬限位开关了,往反方向移动就OK了。
5、这类故障是数控机床常见故障,一般都是由于检测开关、液压系统、气动系统、电气执行元件、机械装置等出现问题引起的。有些故障可产生报警,通过报答信息查找故障原因。
6、【数控机床维修】数控车床常见故障有哪些数控机床维修方法数控车床常见故障有哪些按故障发生的部位分类(1)主机故障数控机床的主机通常指组成数控机床的机械、润滑、冷却、排屑、液压、气动与防护等部分。
数控铣床出现警告是什么原因,接起动钮停止钮灯亮是什么原因
没有找出其它可能原因情况下,怀疑到数控系统问题,此时数控系统并无任何死机或紊乱征兆,且其它各轴都能正常运动。
号以上的报警是机床厂家自编的,一个厂子一个编法,没有固定套路,请查阅机床使用说明书或直接电话问机床厂技术科。
故障分析:根据系统诊断说明书,报警的原因如下:ALM380500:PROFIBUSDP驱动器连接出错。ALM400015:PROFIBUSDPUO连接出错。ALM400000:PLC停止。ALM025201:驱动器l出错。ALM025202:驱动器1出错,通信无法进行。
导致加工中心fn1灯亮了的原因如下:电源问题:检查电源线路是否正常,确保电压符合要求。控制系统故障:由于加工中心的控制系统比较复杂,控制板或芯片出现问题导致FN1灯亮。
n AXIS : SOFTTHERMAL (OVC) 数字伺服软件检测到软发热状态(OVC)。
 扫一扫微信交流
扫一扫微信交流
发布评论