
数控编程r,w,s,t,n,h是什么意思
1、以“R”字母开头 RAPTD TRAV 快速移动 (在手动方式,帮助X、Z轴快速移动)REL 相对坐标 (在CRT上显示机床现在的「相对坐标」U、W轴的位置)RESET 复位 (按下此键,复位CNC系统。
2、加工中心是T1就是1号刀,T22就是22号刀,刀补在程序里用H表示。调用用G43正向刀补,G44逆向刀补,代码后面跟H01 ,或者H02,以此类推。比如程序,T1 M6;G43H5;意思是调1号刀换刀,正刀补5号刀补。
3、S:主轴转速。T:刀具指令。U、V、W:在X、Y、Z方向的增量坐标值。F:进给速度 N:顺序号 R:圆弧半径值。在某些高级指令中出现的话,还有别的意思。总之,学会编程之后,你才能完全明白这些字符的意思。
4、数控编程中的H一般指刀具长度补偿。使用刀具长度补偿是通过执行含有G43(G44)和H指令来实现的,同时我们给出一个Z坐标值,这样刀具在补偿之后移动到离工件表面距离为Z的地方。

数控编程t什么意思
T是刀具号。车床里,比如T0100,或者T100,意思是调用1号刀,又比如T101意思是1号刀执行01号刀补,T210意思是调用2号刀10号刀补。千百代表的是刀具号,十位个位是刀补号。
T:代表刀具代码,如T1010,调用1010号刀具参数。N:代表程序的顺序号,如N100。X:代表X轴,一般用于指定该轴的坐标数值,如X43。Z:代表Z轴,同X轴意思。
T:刀具指令。换刀或者调用刀补。N:数控程序行号,大部分情况下可以省略。H:加工中心上,用来表示刀具长度补偿。
数控车床中T代码,刀具的换刀指令代码。刀具功能字:当系统具有换刀功能时,刀具功能字用以选择替换的刀具,以地址符T为首,其后一般跟二位数字,该数代表刀具的编号。
T表示刀具号,M是辅助功能,此处通常为M6表示换刀。如 T5 M6加工中心的刀具盘先旋转,使5号刀旋转到规定的位置;然后执行M6 使机械手从刀盘抓住刀具,再到主轴上装刀。希望对你有帮助。
数控铣床的M/S/T代码分别是什么?
S代码:为主轴转速功能代码,它是续效代码,用来指定主轴的转速 T代码:为刀具功能代码,该指令用以选择所需的刀具号和补刀号 M代码:辅助功能代码。
M:功能指令,用于控制机床的辅助功能。例如,M03 表示打开主轴电机,M05 表示关闭主轴电机。S:转速指令,用于指定主轴转速。F:进给速度指令,用于指定工件进给速度。
S指令-指令用于控制主轴转速。S后面的数字表示主轴转速,单位为r/min。在具有恒线速功能的机床上,S功能指令还有如下作用。T指令-指令用于选择加工所用刀具。T后面通常有两位数表示所选择的刀具号码。
M指令是辅助指令,一般用来控制主轴旋转方向和启停、切削液、排屑机、送料机等。还有子程序调用等。S指令是主轴转速指令。大部分情况下是角速度,有时也可能是线速度。T指令是控制刀架换刀和调用刀具补偿的。
S指定主轴转速,如S800,表示主轴转速为800r/min。(6)刀具功能T 指令数控系统进行换刀,用地址T和其后的4位数字来指定刀具号和刀具补偿号(刀具偏置号)。前2位是刀具序号:0~99,后2位是刀具补偿号:0~32。
数控车床操作键盘上26个字母,分别是什么意思?
1、数控机床是数字控制机床的简称,是一种装有程序控制系统的自动化机床。该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,从而使机床动作并加工零件。
2、M04主轴逆转 M05主轴停止 M10 M14 。
3、B是刀轴,C是主轴,G跟M是程序的指令,R半径在有些指令里面也代表退到量,I圆心,还有很多你要自己去学了,有些字母在程序的位置不一样代表的意思也不一样,这种东西必须要学习,多看书要不然你是学不会的。
4、数控车床编程26个英文字母代表什么意思?G和M.Z.X.W.U.A.R就不要说了,我得知道。
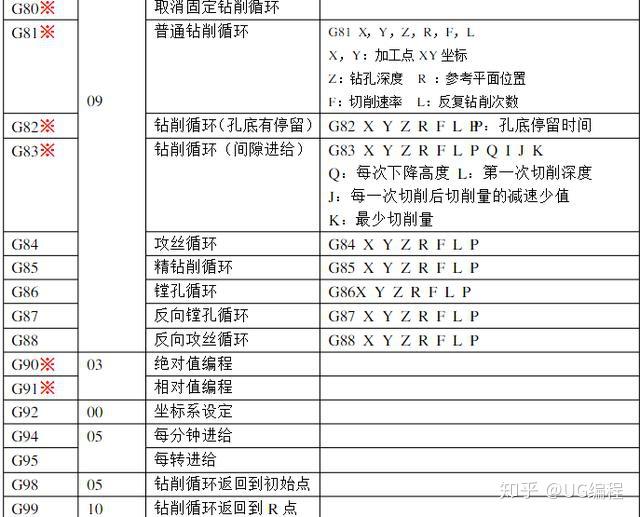
5、用G71G72G73中的任意一个粗切削后,可通过接在G70后面的指令,调用之前执行G71,G72,G73循环的形状程序,进行切削。
h,l,p,s,t,f,在加工中心中各代表什么
1、H--刀具长度补偿值的地址号 S--主轴转速(单位 转/分钟)T--刀具号 F--切削进给速度 (数铣加工中心为 mm/min )希望对你有所帮助,望采纳。
2、F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。(2)S—主轴转速指令 S及后面的若干数字表示,单位是r/min。(3)T—刀具指令 T及后面的三位数字表示,表示刀号。
3、S:主轴转速。T:刀具指令。U、V、W:在X、Y、Z方向的增量坐标值。F:进给速度 N:顺序号 R:圆弧半径值。在某些高级指令中出现的话,还有别的意思。总之,学会编程之后,你才能完全明白这些字符的意思。
4、X后面的数值要带小数点,否则以此数值的千分之一计算,以秒(s)为单位,P后面数值不能带小数点(即整数表示),以毫秒(ms)为单位。
5、F: 进给速度, 进给速度的指令。T: 刀具功能 ,刀具编号指令。2I :坐标字, 圆弧中心X轴向坐标。2J :坐标字, 圆弧中心Y轴向坐标。2K :坐标字, 圆弧中心Z轴向坐标。
6、F功能是指进给速度的功能,数控车床进给速度有两种表达方式,一种是每转进给量,即用mm/r单位表示,主要用于车加工的进给。另一种和数控铣床相同采用每分钟进给量,即用mm/min单位表示。
 扫一扫微信交流
扫一扫微信交流
发布评论