

数控铣床的刀具种类有哪几种?
1、面铣刀用于立式铣床、端面铣床或龙门铣床上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结构有整体式、镶齿式和可转位式3种。
2、数控铣刀按形状分,可以分球头铣刀和平底铣刀,其中平底铣刀又分两刃,三刃和四刃。按加工性质分,可以分为粗铣刀和精铣刀。按刀具材料分,分为白钢刀,钨钢刀,合金钢刀。其他它特殊的铣床刀具有,铰孔刀,丝锥。
3、.键槽铣刀:用于铣削键槽。4.成形铣刀:切削刃与待加工面形状一致。常用数控铣刀 现就几种目前比较常用的铣刀类型就其应用场合加以说明。
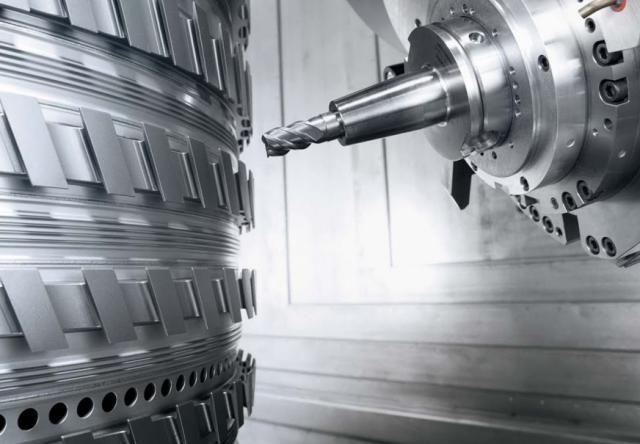
4、立铣刀立铣刀是数控铣削中最常用的一种铣刀。立铣刀的圆柱表面和端面上都有切削刃,圆柱表面的切削刃为主切削刃,端面上的切削刀为副切削刃。主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。
5、立铣刀。立铣刀是数控铣削中最常用的一种铣刀,其结构,圆柱面上的切削刃是主切削刃,端面上分布着副切削刃,主切削刃一般为螺旋齿,这样可以增加切削平稳性,提高加工精度。

加工中心常用的刀具有哪些?
数控立铣刀:制造材质不同,数控立铣刀可以分为白钢铣刀、钨钢铣刀、铝用铣刀。定点钻:一般用来在加工时定位,因为位置要求高,需要点钻定位,保证位置精度。麻花钻:主要用来打孔,加工时最普遍用到。
CDR是中心钻,FB精镗刀、R铰刀、D钻头、TP丝锥、Z锪刀、FM面铣刀、EM立铣刀、SM仿形铣刀。数控加工中心加工中心设置有刀库,刀库中存放着不同数量的各种刀具或检具,在加工过程中由程序自动选用和更换。
加工中心的刀具分类有很多种:按刀柄的标准分类,常用的标准:BT、JT、ISO、DIN、HSK、CAT、CAPTO等 按用途分类:铣刀类、钻镗类、车刀类、等。按规格分类:BT30、BT40、BT50、ISO60、HSK100等 。
硬质合金是一种高强度、高硬度、耐磨损、具有耐高温和优秀化学慵懒的金属资料,常用的有刚玉、碳化钨等。
孔加工刀具一般可分为两大类:一类是从实体材料上加工出孔的刀具,常用的有麻花钻、中心钻和深孔钻等;另一类是对工件上已有孔进行再加工的刀具,常用的有扩孔钻、铰刀及镗刀等。例如,下图示标准高速钢麻花钻的结构。

加工中心刀具种类有哪些
加工中心的刀具分类有很多种:按刀柄的标准分类,常用的标准:BT、JT、ISO、DIN、HSK、CAT、CAPTO等 按用途分类:铣刀类、钻镗类、车刀类、等。
CDR中心钻,FB精镗刀、R铰刀、D钻头、TP丝锥、Z锪刀、FM面铣刀、EM立铣刀、SM仿形铣刀。加工中心是从数控铣床发展而来的。
球刀:球刀在模具加工中最常用来铣削3D的模具,在加工曲面中常用,主要是加工曲面,一般编程时需要用到软件编程。精镗刀:镗孔在加工中,需要掌握的一门技能。一般是用来精加孔,切削量较小,确保表面的光洁度。
加工中心的刀具种类很多,通常可按照以下方法进行分类:从制造所采用的材料可分为:高速钢刀具、硬质合金刀具、陶瓷刀具、超硬刀具。从结构上可分为:(1)整体式、镶嵌式。镶嵌式刀具可分为焊接式和机夹式两种。
数控刀具型号大全
常见的数控车床刀具型号包括ISO、ANSI、DIN等。ISO为国际标准化组织制定的标准,主要适用于欧美地区;ANSI为美国国家标准协会制定的标准,主要适用于美国地区;DIN为德国工业标准制定的标准,主要适用于德国地区。
刀具上面第一个字母一般表示数控刀片的形状。常用的字母通常有H、O、P、S、T、C、D和E。它们分别是正六角形、正八角形、正五角形、正方形、菱形80度顶角、菱形55度顶角和菱形75度顶角。
事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。(1)从结构上可分为①整体式②镶嵌式可分为焊接式和机夹式。
数控刀具规格型号怎么看刀具可以分为公制(ISO)和英制(ANSI)两种其主要区别在于中间的数字,另外不同的刀具其表示方法也不同。
CNMG120408 UC5115: 日本三菱数控刀具,是有涂层的刀片,材质是高碳刚滴```CNMG432:好象是用于钢制镗刀杆的镗刀片,是专门加工铸铁用的。
CNC在工厂里常用的刀具是哪几种?像反R刀、倒钩刀之类的常用吗?高手请进...
1、.面铣刀(也叫端铣刀):面铣刀的圆周表面和端面上都有切削刃,端部切削刃为副切削刃。面铣刀多制成套式镶齿结构和刀片机夹可转位结构,刀齿材料为高速钢或硬质合金,刀体为40Cr。
2、球头锣刀,即R刀,公制,英制,刀把都有,各种尺寸大小的刀都有,因电脑锣经常要加工曲面,所以这种刀很常用。斜度刀,公制,英制都有,这种刀用于加工斜度,有0.5o。1o。
3、进刀速度过快;刀具自转速度过低;刀具硬度偏低;程序算法。
4、第一种格式用于文件到文件的拷贝;第二种格式用于把文件或目录拷贝到另一个目录中。
5、说明:返回到刀具开始加工的位置。 G81—外圆(内圆)固定循环 格式:G81__X(U)__Z(W)__R__I__K__F__ 说明:(1)X,Z为终点坐标值,U,W为终点相对 于当前点的增量值 。 (2)R为起点截面的要加工的直径。
6、切槽时吃刀量(进刀量)是等于刀具宽度。进给量(进给速度)才与刀具没关系。
 扫一扫微信交流
扫一扫微信交流
发布评论