

车床装夹工件时一般采用哪几种方法?
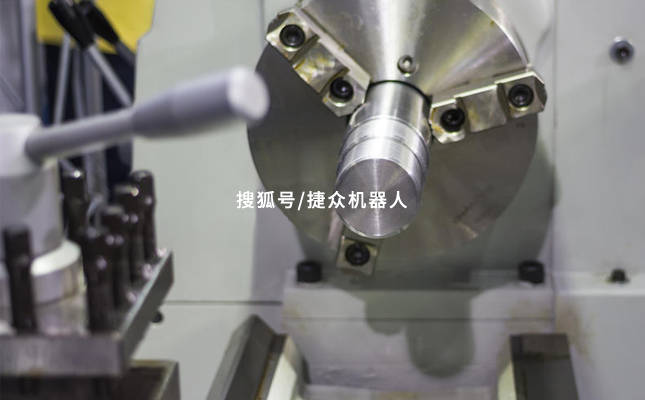
三爪自定心卡盘(俗称三爪卡盘)装夹 自定心卡盘的三个卡爪是同步运动的,能自动定心,工件装夹后一般不需找正。
手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
万能通用夹具。如机用虎钳、卡盘、吸盘、分度头和回转工作台等,有很大的通用性,能较好地适应加工工序和加工对象的变换,其结构已定型,尺寸、规格已系列化,其中大多数已成为机床的一种标准附件。专用性夹具。
在车床上,工件有四种装夹方法:三爪卡盘装夹、四爪装夹、花盘装夹、顶尖、鸡心爪装夹。在铣床上,工件可以用机用平口钳装夹、压板直接压在机床的工作台面上装夹、用分度头装夹、把卡盘压在铣床的工作台面上,用卡盘装夹。
机床的种类很多,不同的机床的装夹方法是不同的。
简述工件在数控车床常用的装夹方式及各自特点
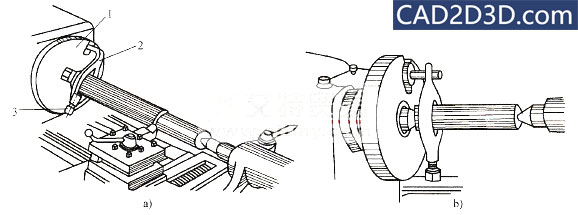
四爪单动卡盘(俗称四爪卡盘)装夹 特点:单动卡盘找正比较费时,但夹紧力较大。用途:适用于装夹大型或形状不规则的工件。
四爪单动卡盘装夹。这种卡盘夹紧力大,但找正比较费时,适用于装夹大型或形状不规则的工件。(2)三爪自定心卡盘装夹。
虎钳直接夹紧装夹:这种装夹方式是数控铣加工中最简单、最方便、最经济的装夹方式。
在车削加工中,常用的装夹工件方式包括以下几种:手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
工件的装夹方法包括哪三种。
1、一般有三种方式:三爪卡盘、四爪卡盘、花盘。
2、压板装夹:使用压板直接将工件压在铣床的工作台上。这种方法适用于尺寸较小的方形工件和矩形工件。 平口钳装夹:使用平口钳加持工件,平口钳具有较大的通用性和经济性。
3、四爪单动卡盘装夹这种卡盘夹紧力大,但找正比较费时,适用于装夹大型或形状不规则的工件。
4、在车削加工中,常用的装夹工件方式包括以下几种:手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
工件在机床上的装夹方法有哪些?其原理是什么?
1、用台钳。2,用分度头(卡盘)。3,用压板。4,用电磁铁(主要用于平面磨床)。其原理:利用工具限制工件的自由度,使其牢固的固定在机床上。
2、桥式支撑方式装夹这种方式是在通用夹具上放置垫铁后再装夹工件,装夹方便,对大、中、小型工件都能采用。板式支撑方式装夹根据常用的工件形状和尺寸,采用有通孔的支撑板装夹工件。这种方式装夹精度高,但通用性差。
3、在车削加工中,常用的装夹工件方式包括以下几种:手动三爪卡盘:是一种常见的装夹方式,适用于中小型工件的加工,通过手动旋转卡盘中心螺母实现夹紧工件。
4、虎钳直接夹紧装夹:这种装夹方式是数控铣加工中最简单、最方便、最经济的装夹方式。
5、用平口钳装夹,平口钳具有较大的通用性和经济性,适用于尺寸较小的方形工件装夹)铣床常用平口钳,常采用机械螺旋式、气动式或液式夹紧方式。
6、工件的安装包含了两个方面的内容:定位:确定工件在机床上或夹具中正确位置的过程,称为定位。夹紧:工件定位后将其固定,使其在加工中保持定位位置不变的操作,称为夹紧。
数控车床常用的装夹方式都有哪些方面
1、专用性夹具。为某种产品零件在某道工序上的装夹需要而专门设计制造,服务对象专一,针对性很强,一般由产品制造厂自行设计。
2、装夹方法:一)工件的安装 数控机床夹具是用以装夹工件(和引导刀具)的一种装置,其作用是将工件定位,以使工件获得相对于机床和刀具的正确位置,并把工件可靠地夹紧。
3、虎钳直接夹紧装夹:这种装夹方式是数控铣加工中最简单、最方便、最经济的装夹方式。
 扫一扫微信交流
扫一扫微信交流
发布评论