

车螺纹是应该注意些什么
切削刃上产生积屑瘤会造成螺纹精度的大幅度下降,严重时会损坏刀具。解决方法是提高切削速度,换用涂层硬质合金刀片,采用改良侧面进刀切削并增加切削油用量以提高冷却清洗性能。
)注意和消除拖板的“空行程”.当第一条螺旋线车好以后,第二次进刀后车削,刀尖不在原来的螺旋线(螺旋桩)中,而是偏左或偏右,甚至车在牙顶中间,将螺纹车乱这个现象就叫做“乱扣”。
在加工较高精度螺纹时,可采用两刀加工完成,既先用G76加工方法进行粗车,然后用G32加工方法精车。但要注意刀具起始点要准确,不然容易乱扣,造成零件报废。
车削螺纹装夹刀具有哪些需要注意的?
注意冷却液的使用。在车削螺纹时,适当使用冷却液可以降低切削温度,减少刀具磨损和提高加工表面质量。但过度使用冷却液会导致螺纹精度下降。注意刀具磨损。定期检查和更换磨损严重的刀具,以免对螺纹加工质量产生不良影响。
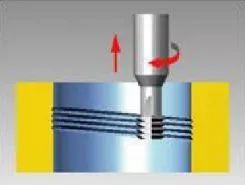
(4)装夹好的螺纹车刀应在底孔内手动试走一次,以防正式加工时刀柄和内孔相碰而影响加工。
螺纹顶有毛刺产生的原因多数由于刀具磨损严重,切削油极压性能不够以及夹具不稳定所导致。解决方法是用带切定心卡盘的自动定心原理,夹紧工件进行加工,更换刀具并提高切削速度,换用含有硫化添加剂的切削油产品。
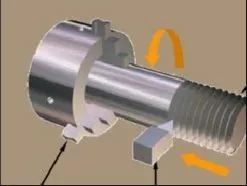
车刀刀尖对准工件的旋转中心;刀具应处于正确的工作角度;车刀必须与刀架可靠装夹;车刀伸出刀架部分不能过长。
将螺纹车乱这个现象就叫做“乱扣”。预防乱扣的方法是采用倒顺(正反)车法车削。在用左右切削法车削螺纹时小拖板移动距离不要过大,若车削途中刀具损坏需重新换刀或者无意提起开合螺母时,应注意及时对刀。
需要注意刀具的选择:数控刀具的类型、规格和精度等级应能够满足cnc车床加工要求。精度高。为适应数控车床加工的高精度和自动换刀等要求,刀具必须具有较高的精度。可靠性高。
车削螺纹时产生乱扣的原因及预防方法是什么
(2)编制输入的程序不正确:车削螺纹时为了防止乱扣,必须保证后一刀车削轨迹要与前一刀车削轨迹重合,在普车上用倒顺车法来预防乱扣。
螺纹局部不正确:由于车床丝杠本身的螺距局部误差(一般由磨损引起),可更换丝杠或局部修复。螺纹全长上螺距不均匀:主轴窜动,轴向窜动等机械问题。
造成螺纹乱扣的原因有很多,一般情况可能是:主轴轴承有损坏,造成这个原因有可能是撞刀时力量过大。
数控车床乱扣原因一般有两个,看一下系统的设置,这要请专业人士帮你解决重新车一次扣看一下,是不是仍是乱扣。如果没有乱扣,说明上次车扣时你的伺服电机或丝扣出现偶然故障。比如存在异物造成。
 扫一扫微信交流
扫一扫微信交流
发布评论