
fanuc数控系统中,怎么让机床第四轴A轴在0-360度回转。
1、在四轴选项卡中,选择四轴旋转方式为“A轴”或“B轴”,并设置四轴的旋转范围为0度到360度,点击确认即可。
2、FANUC 0I系统 A轴转向,当A轴在359度位置时,输入1度移动,结果从358,35.180...90...3,2,1这方向移动,请问有没有参数可以修改直接可以直接从360度到1度,也就是第四轴转向依据最近位置方向旋转。
3、进入回零模式:在 Fanuc 系统的数控车床上,进入回零模式通常需要按下 RESET 按钮并选择回零模式。具体操作方法请参考机床的操作手册。设置回零方式:根据实际情况,选择回零方式。
4、回零方式,分别进行手动回零操作。回零完成后,相应轴的回零指示灯会亮。(手动回零操作完后,X和Z轴的回零灯会亮。表示零点位置设定完毕。然后设定软限位的值:参数1320号和参数1321号。在加工前需要重新进行对刀。
5、加工中心FANUC系统的第四轴:旋转方向垂直X轴叫:A轴,指令就是A(后面旋转度数,也就是坐标值)使之旋转。垂直Y轴叫:B轴,指令就是B,使之旋转。垂直Z轴叫:C轴,指令就是C,使之旋转。
新代第4轴旋转180度中心偏差怎么调
1、首先将伺服电机安装在水平面上并进行校准。其次启动设备,将伺服电机调整到工作状态,进入机床的控制界面,找到伺服电机的参数设置选项。
2、传感器调校:使用传感器对加工中心进行调校,使其Z轴垂直水平。可以将变位器从传动轴上拆下,再利用传感器确定当前的Z轴高度。轴承调校:对于机床上端面的轴承进行调整,使其符合Z轴的规格要求。
3、P参数控制比例误差,I参数控制积分误差,D参数控制微分误差,通过适当地调整这些参数,可以提高四轴的控制能力和响应速度,从而在飞行时实现更高的旋转速度。
4、方法如下:一个方向调居中,转180度,此时气泡的中心与正中位置连线的中心即是水准气泡真正的居中位置,调节水准器的旁的两个小螺丝到连线的中心位置,即可。一次可能效果不明显,多调节几次即可。
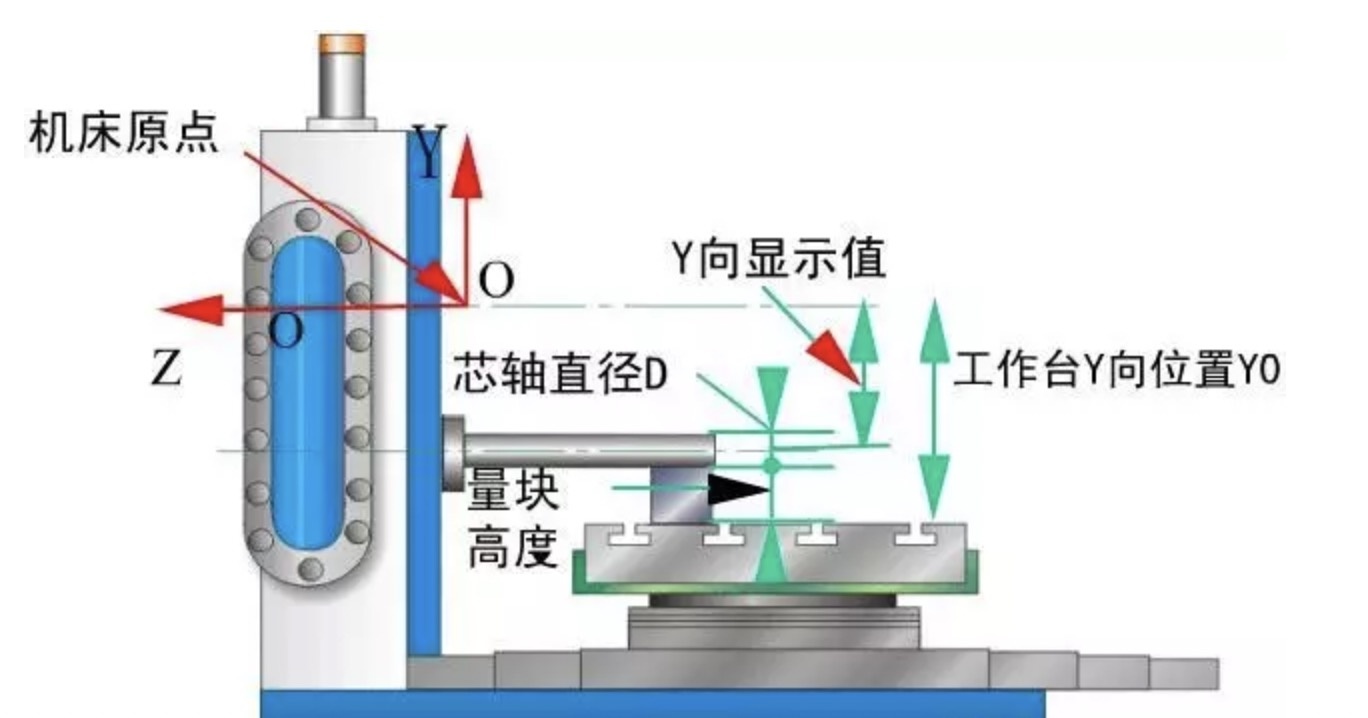
5、首先在新时代系统主轴上装一标准检验心棒,将测量表置于Z方向,定位A轴在-90度位置,同时将测量表上的刻度调至0。其次将A旋转到90度,读取测量值,将该值除以2得出补偿值,输入到系统参数中。
6、调整新代系统C轴分度的步骤如下:打开新代系统的操作界面,进入C轴分度的设置界面。在设置界面中,找到“分度角度”参数,并进行调整。根据需要,可以输入分度角度的具体数值,或者通过加减按钮进行微调。

如何计算镗床回转中心
镗床中心高计算过程如下:CK6140它的意思是C车床K数控61没用(卧式)40才是有用的东西表示回转直400mm。50表示回转直径500mm。中心高就是一半200(个别床子要+2mm)。
主轴插检棒把表吸在工作台上。吃表。把Z轴推回去。B轴转180度。然后摇出来看表相对刚才差多少。然后动X轴。多做几回知道两遍表的读数一样了。然后改一下参数就OK了。没有检棒。
换刀时间的计算:换刀时间=换刀次数×单次换刀时间。其中,换刀次数是指镗孔过程中需要更换镗刀的次数,单次换刀时间是指换刀的平均时间。空转时间的计算:空转时间=镗孔时间+换刀时间。
确定卧式镗床的主轴转速和主轴传动方式,例如主轴转速为1000转/分钟,主轴采用齿轮传动方式。确定主轴和传动轴之间的传动比,例如传动比为1:2。
深孔镗孔需要专用的深孔钻镗床,镗刀要加上镗秆,还要加上液压泵站利用冷却液把铁屑排除。
装夹原点常见于带回转(或摆动)工作台的数控机床和加工中心,比如回转中心,与机床参考点的偏移量可通过测量存入数控系统的原点偏置寄存器中,供数控系统原点偏移计算用。
 扫一扫微信交流
扫一扫微信交流
发布评论