

什么是龙门加工中心
龙门加工中心是指主轴轴线与工作台垂直设置的加工中心,主要适用于加工大型零件。
龙门加工中心是一种高效自动化机床,通常由控制系统、伺服系统、检测系统、机械传动系统等辅助系统组成,适用于加工形状复杂的工件。
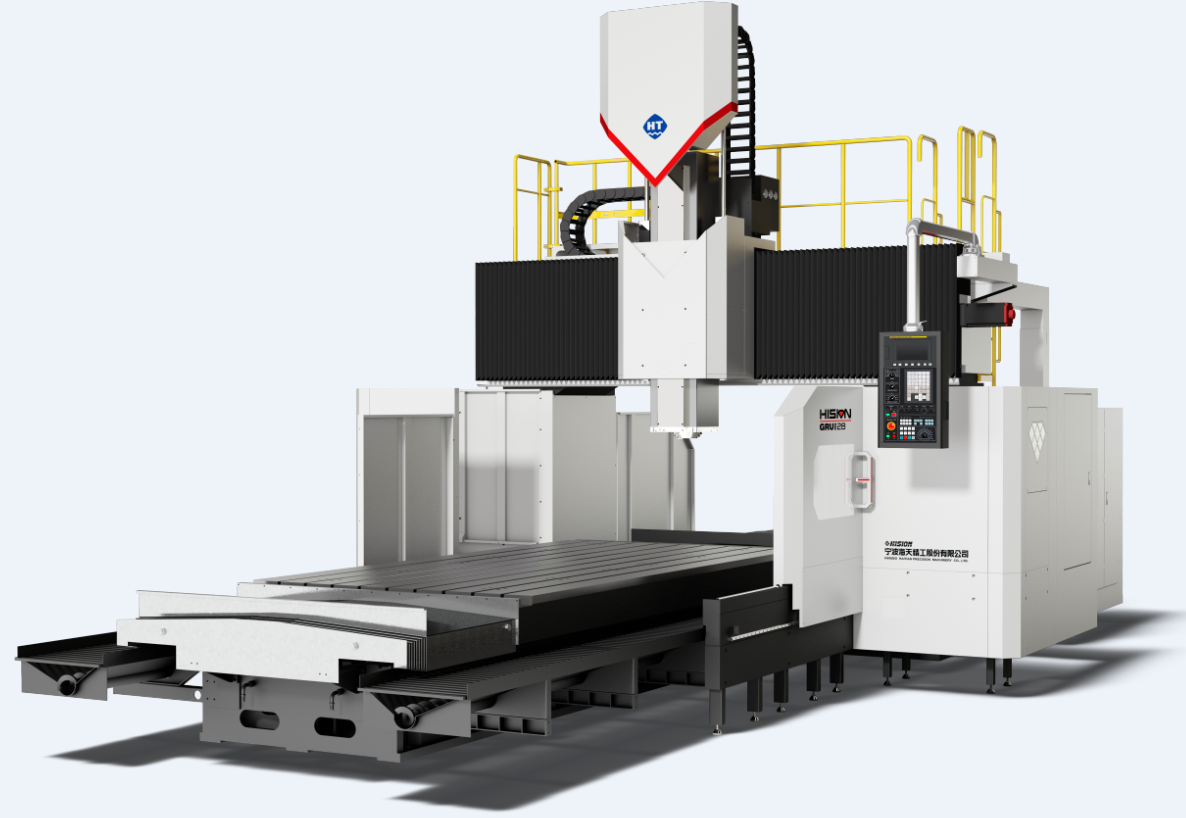
摘要:龙门加工中心是Z轴的轴线与工作台垂直设置的加工中心,由工作台、龙门、滑枕、刀库、附件头库和数控系统组成,主要用于加工大型工件和形状复杂的工件,它和普通加工中心相比,主要区别在于结构、加工范围和尺寸三方面。
龙门加工中心是指主轴轴线与工作台垂直设置的加工中心,龙门的Z轴支撑结构不一样,Y轴横搭在两立柱之间,增大了工作台的载重、加工范围。用途不同:龙门加工中心主要适用于加工大型零件。
龙门加工中心是指主轴Z轴的轴线与工作台垂直设置的加工中心,三个轴分别指的是X轴,即工作台沿床身的导轨作前后纵向移动,Y轴是溜板沿横梁导轨做左右横向运动,Z轴是方滑枕带着主轴箱在溜板内做垂直运动。
如何操作法兰克数控加工中心系统
打开机床的控制面板。通常,你可以在机床的侧边或者顶部找到控制面板。 在控制面板上找到并点击“设置”或者“参数”选项。不同的机床型号可能会有不同的操作界面,所以具体的名称可能会有所不同。
FANUC 系列操作面板各按键:RESET(复位键): 按下此键,复位CNC系统。包括取消报警、主轴故障复位、中途退出自动操作循环和中途退出输入、输出过程等。
、DNC 直接数控: 由于外部接口设备输入程序至数控机床,而又因子控机床本身记忆容量有限,需要执行边读边做(即同时执行收取程序和执行程序指令动作),称为DNC操作。
操作方法:回原点:调整模式后按Z轴的Z+图标 先回Z再回X Y 预防撞刀。快速移动:速度由倍率开关控制、 未回原点前倍率开关无效。
首先,打开法兰克数控机床的控制面板。在控制面板上,你会看到不同的功能选项。寻找一个名为“刀具管理”或类似名称的选项。进入刀具管理页面后,你将可以看到机床上已经安装的刀具列表。
CNC加工中心是做什么的?
1、CNC是CNC加工中心,通常指计算机数控精密加工,CNC加工车床,CNC加工铣床,CNC镗铣床等CNC操作人员要做的工作与这些有关,主要包括以下工作内容1负责加工中心机床的操作,维护和日常维护,熟悉加工中心组机床的性能和基本结。
2、加工中心(英文缩写为CNC 全称为Computerized Numerical Control):是带有刀库和自动换刀装置的一种高度自动化的多功能数控机床。在中国香港,台湾及广东一代也有很多人叫它电脑锣。
3、其实就是数控铣床,在广、江浙沪一带有人叫“CNC加工中心”,是一种装有程序控制系统的自动化机床,(数控机床)是计算机数字控制机床(Computer numerical control)的简称,是一种由程序控制的自动化机床。
4、机械加工中心,简称cnc,是由机械设备与数控系统组成的使用于加工复杂形状工件的高效率自动化机床。加工中心又叫电脑锣。加工中心备有刀库,具有自动换刀功能,是对工件一次装夹后进行多工序加工的数控机床。
5、CNC指的是数控加工中心,简单来说就是电脑操控机器。但是每个进CNC车间的人不一定都是操作电脑,需要部分普工跟机器配合,一个人操作机台。电子厂CNC一般就是操作员/开机员,主要是镜片/塑胶透明产品水口加工。
6、工厂cnc是在程序或是指令的控制下进行自动化的工作。cnc其实就是数控加工中心,而cnc操作工主要就是负责加工中心机床的操作、维护与日常保养等相关工作,工作内容还是比较多的。
数控车床怎么编程?
在地址T 后面指定2 位数/4 位数,代码信号和选通信号送到机床,用于选择机床上的刀具。一个程序段只能指定一个T 代码。关于T 地址后可指令的数字位数以及T代码和机床操作之间的对应关系,见机床制造商的说明书。
程序单完成后,编程者或机床操作者可以通过CNC机床的操作面板,在EDIT方式下直接将程序信息键入CNC系统程序存储器中;也可以根据CNC系统输入、输出装置的不同,先将程序单的程序制作成或转移至某种控制介质上。
数控机床的编程和操作主要包括以下几个步骤:制定加工方案:根据产品要求和机床性能,制定加工方案,确定刀具、夹具和加工参数等。编写加工程序:在计算机上使用数控编程软件编写加工程序,包括G代码和M代码。
选择机床设备:根据零件图样要求,选用经济型数控车床即可达到要求。故选用CK0630型数控卧式车床。选择刀具:根据加工要求,选用两把刀具,T01为90°粗车刀,T03为90°精车刀。
M指令(或辅助功能)辅助功能是用地址字 M 及二位数字表示的它主要用于机床加工操作时的工艺性指令其特点是靠继电器的通、断来实现其控制过程。
首先按一下车床操作面板上的 参数 按键,即可打开参数界面。然后输入密码8042,然后按“回车”键。按 P 键+输入参数号+按回车 键。系统会显示要查找的参数并显示一个高亮块。
数控加工中心操作教学,FANUC系统G84攻丝循环指令中Q值参数设置_百度知...
1、一般的代码格式是G98(或G99)G84X_Y_Z_R_F_使用Q时,直接加Q*即可,例如Q0,G98(或G99)G84X_Y_Z_R_Q0F_,攻丝动作时,攻深0,反转排屑,再攻深0,再反转排屑,如此反复。。
2、首先选择MDI模式,打开写参数。其次按sys参数键,然后搜索参数5213,即回退量参数。最后可将参数修改为1或2,即回退量为1或2,然后按reset键即可解决。
3、打开FANUC PMC数据表画面,无法找到E地址设定画面。需要先进入到PMC参数 K参数界面。然后搜索K909,将K905设为1。再切换到PMC数据表画面,此时隐藏的E地址设定画面(扩展继电器)就显示出来了。
4、指令格式:G90(G91)G98(G99)G84 X__Y__Z__R__F__其循环通常由六个基本动作构成:动作1——X、Y轴定位。刀具快速定位到孔加工的位置(此为初始点,设为I平面)。动作2——快进到点R平面。
5、您要问的是三菱g84攻丝q值不退刀怎么办。选择MDI模式,打开写参数,按sys参数键,搜索参数5213,即回退量参数。可将参数修改为1或2,即回退量为1或2,按reset键即可。
想要数控加工中心的教学视频
前面大家说了些 如果是镗孔的话 先将刀柄装在主轴上,MDI方式输入M19主轴定位,再将镗刀 上在刀柄上 注意将刀尖对在X轴机床零点方向 再将整体一起取下在御刀夹具上夹紧 再装回主轴上(注意方向)。
操作方法:回原点:调整模式后按Z轴的Z+图标 先回Z再回X Y 预防撞刀。快速移动:速度由倍率开关控制、 未回原点前倍率开关无效。
学数控加工中心需要以下知识面方可有大的发展:初中几何 例如三角函数 一些必须要有的知识底子 ;简单的英语知识;制图基本原理知识;公差与配合 钳工知识 ;其它机械原理知识;加工中心是从数控铣床发展而来的。
 扫一扫微信交流
扫一扫微信交流
发布评论