

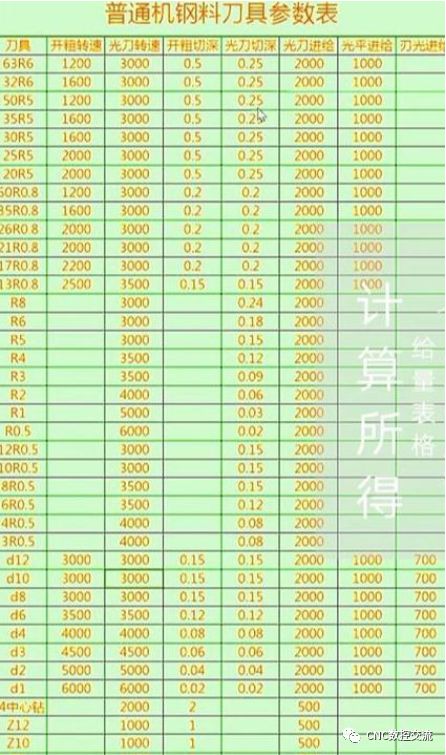
数控铣床各种直径的刀具切削铁所用的转速-s和进给-f..切多深..
1、S2500表示最高转速限制为2500r/min。(2)恒线速控制 若编程格式G78 S~,那么S后面的数字表示的是恒定的线速度,单位是m/min。比如,G78 S200表示切削点线速度控制在200m/min。
2、一般的合金铣刀的话转速S4000,F300~400,每层切深0.4~0.5比较合适 如果是伊斯卡、山特、肯纳等大品牌的刀具,则S5000~6000,F400-550,层切深0.4~0.5比较合适,你可以试一下。
3、转速可以开到2000--2500;切削深度为3毫米;进给F可以达到600--1000;常见的普通铸铁是灰铸铁、球墨铸铁和奥氏体铸铁,灰铸铁的加工性能较好,如采用氧化铝涂层的硬质合金铣刀,大都能胜任灰铸铁的切削。
4、一般建议S3800-4200左右,F800-1200,轴向切深0.3-0.5。其参数根据加工实际调整。尽量遵循少量快速的原则。以做到加工时震动小,噪音小为合适。
5、数控铣床加工中F代表走刀速度,单位(mm/min)每分钟多少毫米;S代表主轴转速,单位(mm/min)每分钟多少转;铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。
6、建议先用钻头钻一个直径20左右,深15左右的底孔;然后再拿10mm的钨钢刀用侧刃铣。

cnc怎样接单
cnc外贸单平台可以接的包括如下:Alibaba(阿里巴巴):作为全球最大的B2B交易平台之一,Alibaba上有许多供应商提供cnc加工服务,您可以在该平台上搜索并与供应商联系。
首先,可以通过在互联网上搜索CNC加工服务供应商来找到相关订单。许多CNC加工公司都有自己的网站,在上面可以找到他们的服务内容和联系方式。另外,也可以在B2B平台上寻找相关订单,例如阿里巴巴、招商网等等。
去一些设备产品的工厂,先接小单散单,做着做着熟悉了关系好了就有大点的单子。其次是多认识朋友,不可能所有的设备都买,这一点工厂都共通。
找周边的大一些的加工厂,前去拜访,询问是否有外协的车床加工订单。2:参与一些行业的展会,或者线下的采供对接会,当面结识采购,匹配订单。
你需要提供所在城市及区域、擅长加工零件,让需要加工的企业知道,与设备制造企业建立长期的合作关系。有的加工厂很忙,来不及加工,而有些加工厂却没有订单。
方法如下:建立自己的网站:可以建立自己的网站,展示数控车床和工作流程。这将使潜在客户能够了解能力和工作方式。社交媒体推广:利用社交媒体平台(如微信,微博等)推广业务。
求CNC加工铝料的常用转速与进给?
用BT30则同样的转速和进给,则Z向下刀要相应减少1mm左右比较好。BT50没用过,在此无法给你参考,但应该加工参数可加大一些的。具体到刀具直径的大小,我认为直径越小,转速要越高,吃刀量要相对减少,进给要相对慢一些。
铝材性质软,通常切削加工时刀具的转速在上千转以上。进给量根据吃刀量的大小不同,对表面粗糙度要求的不同,进给量也是不同的。一般来说,粗铣加工时,进给量可以大一些;精加工时,进给量可以小一些,走刀速度慢一些。
首先要根据你选用刀具的直径大小了,主轴转速如果用直径8-10mm刀具一般在1500-2000转左右。进给可 用F100以下。深度粗铣可在3-5mm左右。
米每分钟和600米每分钟。根据铣铝的铣床功率得知,铣铝转速和进给速度为1000米每分钟和600米每分钟。铣铝它是一种用金属铝直接压延成薄片的烫印材料。
主轴2000到3000转,进给0.12-0.15每转,关键是钻头刀尖,一般不要修钻尖的槽。
数控加工中心里面用16毫米的粗波纹铣刀加工铝件S和F应该给在什么范围合...
1、我这边给你的参考值;钢件;转速2000-3500之间,粗铣建议2000-2500,进给由于不知道你是几刃的。
2、通常加工铝材,转速的话我通常都是给5000转,进给的话2800的样子切削深度的话视情况而定吧,2MM很合适,也可更多。
3、可以,铝合金的材料!基本可以乱给。程序员出的程序都是乱给的16的刀基本就1200的转速进给有时是1000有时是1200。小刀的转速基本就是在4000转。
4、另一种是G95 F0.1表示主轴每转一圈,刀具进给尺寸为0.1毫米。数控加工中刀具选择与切削量的确定 刀具的选择和切削用量的确定是数控加工工艺中的重要内容,它不仅影响数控机床的加工效率,而且直接影响加工质量。
5、多向加工中心操作的老师付请教,他们甚至比加工中心编程的还更了解的透彻。
6、数控铣床加工中F代表走刀速度,单位(mm/min)每分钟多少毫米;S代表主轴转速,单位(mm/min)每分钟多少转;铣床的加工表面形状一般是由直线、圆弧或其他曲线所组成。普通铣床操作者根据图样的要求。
加工中心进给速度多少合适?
1、进给速度在0.050.25毫米/刀齿。但是,具体的转速和进给量需要根据具体的情况和刀具参数进行选择。建议您参考刀具和加工中心的技术手册,并根据工件的要求和实际加工情况进行调整。
2、钻头钻孔(加工模具钢,45号钢、)转速:800-1200,进给:500-1000。
3、~1000转/每分钟,80~120mm/每分钟进给。当工件的质量要求能够得到保证时,为提高生产效率,可选择较高的进给速度。一般100~200mm/min范围内选取。
CNC刀具、硬度;主轴转速、进给量的标准
转速:M03S300 其中M03是主轴正转 M04是主轴反转 S是转速走刀:G01X-Y-F100或F0.3 其中F100指每分钟进给量,F0.3只主轴每转进给量。
刀具大、材料硬、精度要求低(或者走粗刀)转速就慢,反之就快,高速机、雕刻机给的转速和进给都要快些。
切削量和切削速度。切削速度可以根据公式计算,切削速度=(加工直径/14/转速)*1000。例如你要加工直径50mm的孔,刀具的最大切削速度是150m/分,主轴速度=(150/14/50)*1000=955转。
进给是根据每转切削量来确定的,一般车床这个比较好确定,用每转进给就可以了。加工中心就要根据刀具来确定了,公式 F=f*n*s f是每个切削刃的进给量 单位 毫米 n是刀具的切削刃数 s主轴转速。
 扫一扫微信交流
扫一扫微信交流
发布评论