
加工中心打5个一条直线的孔怎么编程
1、有角度的不同的系统编程不一样,有专用指令,水平线.垂直线用G91加L或K(次数,用K还是L与系统有关)都通用。
2、最笨的方法是输入每个点的坐标,如果是圆弧孔圆周孔角度直线孔,不同的系统它们有特定的指令定位孔坐标非常方便。
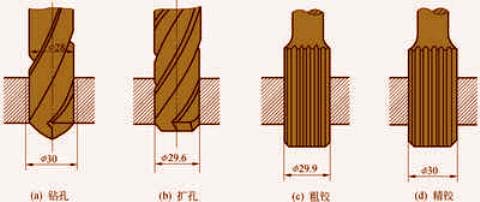
3、(1)钻头快速定位到孔加工循环起始点B(X,Y); (2)钻头沿Z方向快速运动到参考平面R; (3)钻孔加工; (4)钻头快速退回到参考平面R或快速退回到初始平面B。 该指令一般用于加工孔深小于5倍直径的孔。
4、在数控加工中心,当今编程方法通常有两种:①简单轮廓——直线、圆弧组成的轮廓,直接用数控系统的G代码编程。
5、依图,以大圆心为零点,G68旋转正60度,然后G90 X0 Y3这样标注了30度的M5孔位找到,接下来知道怎么打剩下的5个吧!如果6个孔要是均布的话,直接用G16更方便。
6、通过以下方法用加工中心钻圆上5个孔。用三爪夹持工件,找到三爪中心。找到中心后松掉工件。主轴夹持一个和工件上孔松配的棒子。移动到已加工的孔上方擦人孔内。三爪夹紧工件,抬刀加工即可。
加工中心40宽的腰子孔怎么编
腰孔的尺寸是根据你所要移动的零部件的行程来确定的,比如行程是20mm,那么腰孔一般要加工成25mm的,多出5mm是为了防止加工误差造成的安装问题。如果空间不允许多出5mm,也可以多出2--3mm。
加工中心有角度腰子槽手动偏程序用R编程。用这种方法实际上只能编圆弧,不能编整园,圆心角小于180度R取正值,大于或者等于180度r用取负值,也就是铣整园至少要分两段。
检查图纸或工艺文件,确认不同的孔径和孔深。选择正确的钻头和钻孔深度,并将它们安装到加工中心的工作台上。编写程序,输入正确的钻头和钻孔深度,并为两个不同大小的孔使用不同的工具编号。
FANUC系统(加工中心)的11种孔加工固定循环指令 ” FANUC系统共有11种孔加工固定循环指令,下面对其中的部分指令加以介绍。
雕刻机怎么加工条形孔
如果是在成品板材上打孔,需要固定在雕刻机的台面上,确定好尺寸。对刀时将刀紧靠板材的一个角上。而且在软件里画个和板材一样的尺寸,再画好孔的大小和位置。注意软件里的图形要紧靠版面的边缘。
首先,需要准备好打孔所需的刀具、夹具、材料,根据工艺要求选择合适的刀具和工件夹具。另外,还需要对数控系统进行设置,确定加工坐标系、坐标原点等参数,确保加工精度和稳定性。
首先对刀时将刀紧靠板材的一个角上。其次在软件里画个和板材一样的尺寸,再画好孔的大小和位置。然后钻孔便可。机械雕刻机是一种机器。适用广告标牌、标识制作、亚克力切割、吸塑制模等。
加工中心如何加工一列等距的长条孔?
1、孔如果都完全一样,直接把加工孔的程序作为子程序,再编写一个带有坐标自动偏移及计数的主宏程序即可轻松搞定。
2、三 如果孔距不相等且不是按照一定规律排列就需要逐个标明。四 如实前两种情况中间可以用波浪线隔开省略掉,只保留前后的一部分视图。
3、有两种方法,1:编程软件编程,编出一个槽程序,通过阵列刀路得出所需程序。2:用M98子程序调用,能很简单的把这个程序搞定。
4、G91 Y4 K7 (每次移动45度,移动7次,加上第一个孔就是正好8个孔)G80 (取消钻孔循环)G15 (取消极坐标)M5 M9 G91 G28 Z0.G28 Y0.M30 希望大家先了解一下加工中心的基础代码。
5、当#100大于等于#101时跳到N1程序段执行。IF是满足条件跳出,WHILE是满足条件运行,掌握一个就够了。1~#33是局部变量,局部变量只能在宏中使用,以保持操作的结果,关闭电源时,局部变量被初始化成“空”。
6、首先第一步就是进行启动仿真软件选择法兰克系统单击运行即可。接着就是进行运行后会有个每日提示不用管直接点确定,然后选择喜欢的加工面板这里注意的是选择台中精机即可。然后急速进行G68和G69。
 扫一扫微信交流
扫一扫微信交流
发布评论