

用键槽铣刀铣键槽时,常用的对中心方法有几种?
其次是刀具与工件的对中,常用的就是切痕法,侧贴法等。键槽的测量最好用 塞规 ,方便准确。
铣键槽对中时,先要再工件的侧面用机油粘上一片薄纸,然后把铣床主轴运转起来,用键槽铣刀靠贴在工件侧面的纸片,当铣刀刚好接触到纸片时,把铣床的手柄的刻度盘对零。
简单的说,有2种方法应该通过手轮先靠轴一侧,轴上贴薄报纸片,以刮到报纸片为止马上离开,然后记录此时的手轮值,然后返到另一侧刮报纸,通过两次值的计算返出中心的值,即可。
铣键槽的方法:直接用合适尺寸的键槽铣刀,在工件表面上碰刀,轻轻的接触工件表面即可。然后用前面碰刀的那个尺寸找中心,误差10丝左右。中心一定要找正,这跟工作经验有很大的关系,要多学多练。
以立铣刀为例,手工轻轻操作使旋转着的铣刀刚刚擦到轴的外径,记下刻度。抬起刀,手工进给轴半径加铣刀半径的量,轴的中心线就对上了。再调整轴向距离。
直接用合适尺寸的键槽铣刀,在工件表面上碰刀,轻轻的接触工件表面即可。然后用前面碰刀的那个尺寸找中心,误差10丝左右。中心一定要找正,这跟工作经验有很大的关系,要多学多练。
普通铣床上铣键槽怎样对刀,
1、如果是大批量生产,放在工件上与刀尖之间,轻轻的滑动对刀块,感觉松紧程度就可以对刀了啊,对刀块的尺寸就是刀尖与工件之间的距离,对刀块感觉准的话误差很小的,0.01mm都能感觉得到的。
2、铣床对刀块放在工作台上或是夹具上对刀,定向键安装在夹具底面的纵向槽中,一般使用两个。通过定向键与铣床工作台U形槽的配合,使夹具上定位元件的工作表面放置正确。
3、以立铣刀为例,手工轻轻操作使旋转着的铣刀刚刚擦到轴的外径,记下刻度。抬起刀,手工进给轴半径加铣刀半径的量,轴的中心线就对上了。再调整轴向距离。
4、给要铣键槽的圆柱轴的表面用机油粘上一小块纸,将主轴转起来,用铣刀去慢慢接近纸片,当铣刀接触上纸片时,铣刀离圆柱轴的距离不超过几丝,这样还不会伤到工件的表面。

铣工用三面刃铣刀铣键槽如何保证对称
三面刃铣刀铣键槽有两种方法对刀 按切痕对刀。先凭目测调整铣刀与工件间的相对位置,使铣刀对称于工件横截面内的垂直中心线。
铣刀对刀不准:铣削时铣刀偏让;铣削时工作台横向末紧固,引起微量位移等原因会产生键槽对称度超差。对称度是用于控制被测要素与基准要素之间对称于中心平面的共面性要求(或对称于中心线、轴心线的共线性要求)。
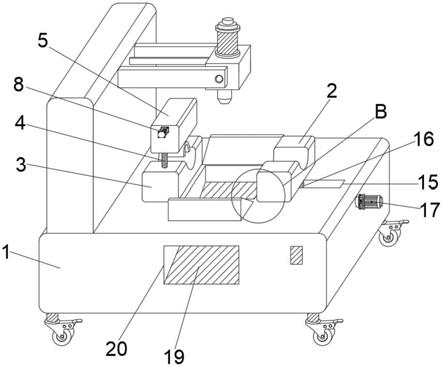
必须保证基准特征面B的平行度满足要求,才能保证后续测量的精确性。首先要将零件的特征面A靠紧角板,满足主定位设置要求,然后将零件的一个与基准面B平行的面与测量台面接触,使用高度千分尺记录下足够多的点。
铣削键槽对称度超差的原因一个是找中心没有找正,另一个原因是铣刀在铣削时吃刀量太大,或者走刀太快,造成让刀,使对称度超差。
光轴铣键槽时的定位方式
1、轴上键槽的位置与长度是由与轴相配件(齿轮,皮带轮,等)的轮毂的位置、长度确定的,轴上键槽的位置在轮毂中间,键槽的长度略小于轮毂厚度(5至10毫米),轴上的键槽是用铣床加工出来的,通常用立铣刀加工。
2、使用铣床X62即可操作,刀具为端面铣刀,铣刀直径与键槽宽相同。
3、铣键槽的方法:直接用合适尺寸的键槽铣刀,在工件表面上碰刀,轻轻的接触工件表面即可。然后用前面碰刀的那个尺寸找中心,误差10丝左右。中心一定要找正,这跟工作经验有很大的关系,要多学多练。
4、铣键槽对中时,先要再工件的侧面用机油粘上一片薄纸,然后把铣床主轴运转起来,用键槽铣刀靠贴在工件侧面的纸片,当铣刀刚好接触到纸片时,把铣床的手柄的刻度盘对零。
 扫一扫微信交流
扫一扫微信交流
发布评论