

卧式加工中心坐标轴怎么判断?
上下移动是Y轴,左右移动是X轴,工作台前后移动是Z轴。工作台旋转是G00G90A**,交换工作台是M601,M602。其实有的机床交换要作台的代码都这个都不一样的。
正常情况都是ABC是对应与XYZ轴旋转的,也有个别不正常的机床随便定义旋转轴的。随便定议旋转轴时用软件编程时会带来麻烦。
但需要机床精度高,还要求知道主轴Z向零点到B轴回转中心的距离。
确定Z轴:传递主要切削力的轴为Z轴,对于工件回转的机床,设备主轴就是Z轴。确定X轴:X轴平行于横滑座,也就是中拖板方向为X轴。

卧式加工中心的回转工作台的坐标轴是C轴吗
1、正常情况都是ABC是对应与XYZ轴旋转的,也有个别不正常的机床随便定义旋转轴的。随便定议旋转轴时用软件编程时会带来麻烦。
2、工作台的中间还设有一个回转台,环绕Z轴回转,定义为C轴,C轴都是360度回转。轴前端是一个回转头,能自行环绕Z轴360度,成为C轴。
3、立式五轴加工中心的回转轴有两种方式,一种是工作台回转轴,设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。
DMG的卧式加工中心XYZ如何区分?
1、卧式 :主轴看向工作台。轴向前上Y轴正向 向右X正向 向后Z正向。
2、像卧式加工中心有的转台属于旋转轴,所以这是四轴联动,机械手不是第五轴,如果在转台上加一个摆动轴,这样才能构成五轴。绕X旋转的轴称为A轴,绕Y和Z轴旋转的轴称为B和C轴。
3、上下移动是Y轴,左右移动是X轴,工作台前后移动是Z轴。工作台旋转是G00G90A**,交换工作台是M601,M602。其实有的机床交换要作台的代码都这个都不一样的。
求教各位大侠,卧式加工中心怎么调整机械坐标系呀,把回转中心的机械坐标...
1、首先找个圆形盘固定一工作台大概中心位置。然后用表架通过调整BXZ三个坐标使百分表恒定、然后记录坐标。就X0Z0就是工作台中心了。这需要技巧的。
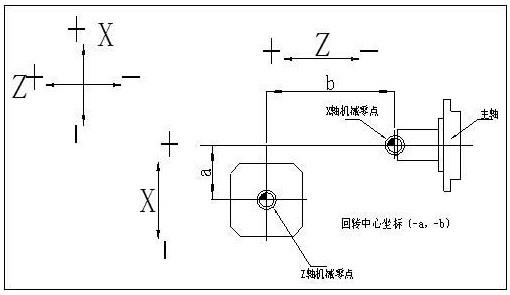
2、找出工作台回转中心到Z向机床原点的距离Z0即为Z向工作台回转中心的位置。工作台回转中心的位置如图1c所示。
3、上下移动是Y轴,左右移动是X轴,工作台前后移动是Z轴。工作台旋转是G00G90A**,交换工作台是M601,M602。其实有的机床交换要作台的代码都这个都不一样的。
4、使用辅助工具:在卧式加工中心上装备切割或穿孔辅助工具,将工具头固定在工件的中心并启动加工中心,通过观察切割或穿孔的图案来确定回转中心。
5、Z轴对刀仪又称为Z轴对刀器,主要是用于解决刀具长度对刀,适合于数控铣、加工中心、镗铣床上使用。对于立式机床直接放在工作台上就可以了,直接可对出长度对刀,也称为Z轴设定。
6、首先找到第一个坐标系G54,然后将其他坐标系偏移出来一一的去测量,G56--G59的坐标,一定要注意算好X,Y的偏移方向和偏移数值,就可以啦。
卧式加工中心怎样建立工件坐标系
和立式加工中心是一样的道理,都是用找正的方法建立坐标系,就像车床上面是校正工件,加工中心可以通过坐标调整。
在实际操作中,可以根据机床的结构和工作方式,灵活调整坐标轴的方向。例如,在卧式机床上,X轴通常沿着床身的长度方向,Y轴沿着床身的宽度方向,Z轴则垂直于床身向上。
经过坐标转换计算,确定工件坐标系原点的位置,从而将机床坐标系原点O机床偏移到所需的工件坐标系原点,这样就建立了一个以O为原点的工件坐标系。
卧式加工中心中的坐标系怎么计算
1、具体的计算方法如下:对于X轴:假设回转中心的X坐标为X0,G54下的X轴工件坐标为X1,G56下的X轴工件坐标为X2,那么X2 = X1 + (X0 - X1)。
2、如:G65PxxxxXxxYyyZzzAaaaBbbbb等只有这样才知道在程序中需要设定哪些。
3、在找到第一个坐标后,旋转180度X轴的坐标是X轴的总行程减去第一个坐标值就是了。
4、第一个面的零位取好后可以不用其他的工具直接算出台旋转180度后的零位,从而达到两孔同轴。但需要机床精度高,还要求知道主轴Z向零点到B轴回转中心的距离。
5、第一个面加工完后,转到180度后的零位,X轴数据是原来的相反数。
 扫一扫微信交流
扫一扫微信交流
发布评论