

在普通车床怎么做圆球
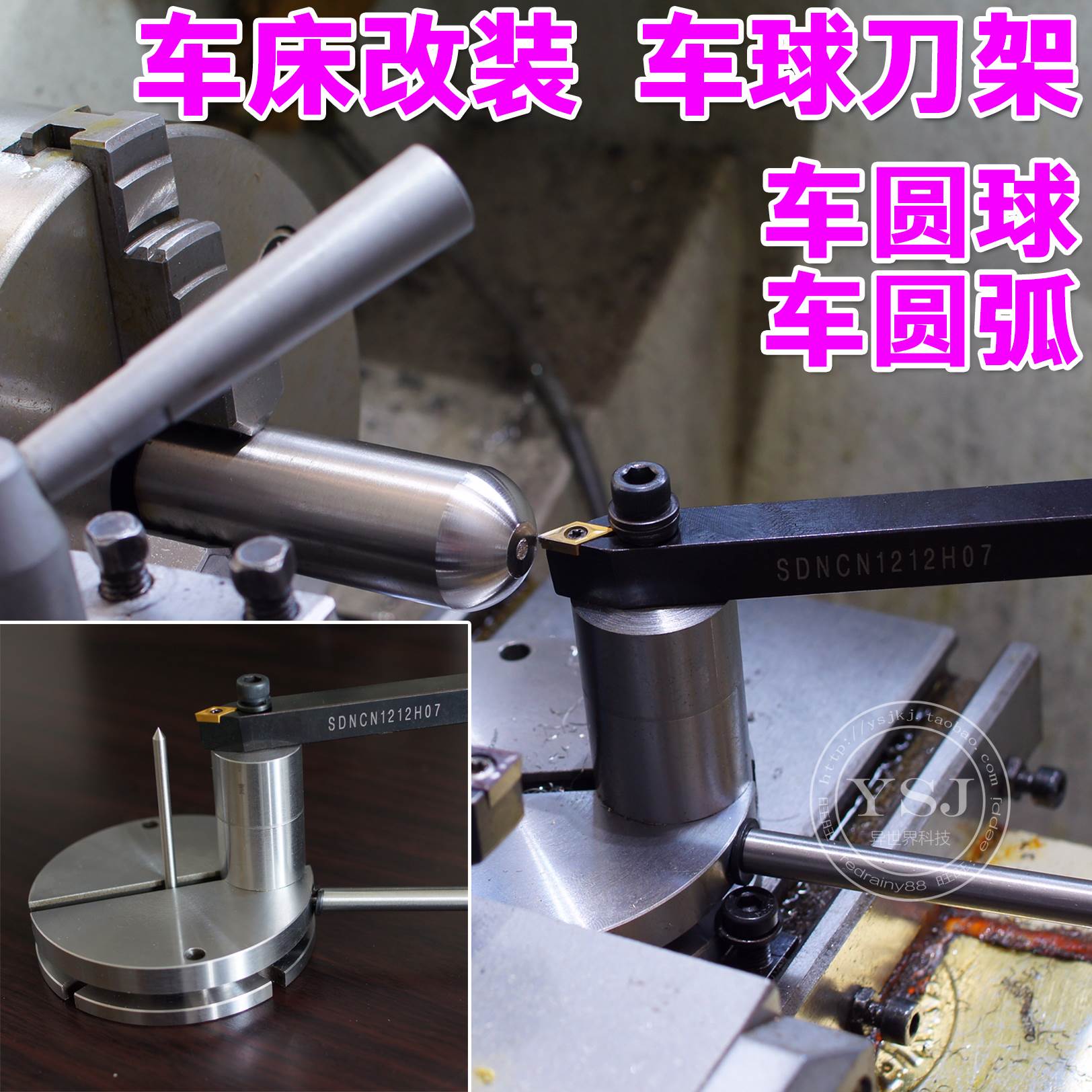
刀架上安装转动盘,转动盘上好装刀具,粗加工留0.5内余量才用转盘精车内圆球,转动盘固定带移动槽内调节。
在普通车床上加工椭圆外圆,通常采用旋风车削法加工。工件通过旋风体的中心。而且工件的回转中心和旋风盘上的刀具 旋转平面呈一夹角a, 其中cosa=a/b a表示椭圆的短轴。b表示椭圆的长轴。
普通车床这样车制圆球 有些老师傅不要任何工装用双手控制法就能车出了,很不可思议是吧,但这的确是真的。可以使用跑表法,具体建议你到新华书店买本车工技术手册上有。
修正时转速不要太快,当然R角也可根据您的球形大小略作调整,但只可小不可大,大了容易震刀,修正后用砂纸贴合木板,把球形表面修光。这种方法比较原始,精度不高的,如果精度要求高的话,建议用数控做比较好。
装夹零件。一定要夹紧,怕夹伤可以在夹具和零件之间垫一些比零件软的金属。装夹刀具。车外圆刀具选择90°或75°等车刀。刀具高度接近于零件圆柱地面圆心。刀具伸出长度适中。选择转数和进给。
程序内容部分是整个程序的核心,由若干个程序段组成,每个程序段由一个或多个指令字构成,每个指令字由地址符和数字组成,它代表机床的一个位置或一个动作,每一程序段结束用“;”号。
怎么用普通车床车球
1、小球用成形车刀,大点的用半成形车刀来车,根据加工件情况来定,主要是靠车工师傅手艺。如果精度较高,可加装仿形架,仿形车。
2、精度不高,少量时,用两手配合同时转动小刀架,和中托板,俗称“赶球儿”,用外圆弧刀,然后再用板挫趟砂纸打。新手起码练半个月,才能赶圆。批量加工就按楼上说的加靠模,或是把车床改成单板机控制。
3、车单件 圆球时大拖板和中拖板一起用,用手赶刀;车批量可以用工装或用数控机床。有些老师傅不要任何工装用双手控制法就能车出了,很不可思议是吧,但这的确是真的。建议你买本车工技术书或手册;上面有详细的做法的。
4、球体直径小圆弧成型刀车,大球体靠模法加工或自制转盘刀夹具,要求不高的球体手动拨球体但需经验丰富有一定技术来控制车球体,车好后打磨样板靠与球体基本吻合就可。

普通车床双手操作法车削球的方法
可以用普通的车刀车个大概的倒角后再配合半径规精修圆整就差不多了。这个办 法适合粗加工 用磨床或线切割加工成形一个R10成形车刀。但是在车前要在工件上 先倒个差不多的角。
磨主后刀面,同时磨出主偏角及主后角;磨副后刀面,同时磨出副偏角及副后角;磨前面,同时磨出前角;修磨各刀面及刀尖。
刀具刃磨:刃倾角很重要。对于车削冲击性较大的工件,车削时要磨成负角度的(-5度尽可);精车时要采用正的刃倾角。前角:精车时大一点(10度左右);粗车时小一点(5度左右);后角:一般7-12度即可。
可以另外掭加一些符号,用连接号将其与ISO代码相连接(如一PF代表断屑槽型)。可转位刀片用于车、铣、钻、镗等不同的加工方式,其代码的详细内容也略有不同。
《普通车床加工技术》介绍了停泵水锤的公式推导和多种计算方法,列举了计算实例和代表性电算的成果,各种水锤防护措施等。车床加工是机械加工的一部份。车床加工主要用车刀对旋转的工件进行车削加工。
观察刀刃的被打磨部分,再调节打磨角度,直到确认全部刃面贴在磨具上打磨。
怎么车圆球
1、车单件 圆球时大拖板和中拖板一起用,用手赶刀;车批量可以用工装或用数控机床。有些老师傅不要任何工装用双手控制法就能车出了,很不可思议是吧,但这的确是真的。建议你买本车工技术书或手册;上面有详细的做法的。
2、车圆球(也叫剥圆球)需要一定功夫的,即中拖板、小拖板要配合着摇动前进,有时中拖板多进一点而小拖板少进一点,有时相反,小拖板多一点,但一般正圆的话,应该同等条件下前进的速度差不多。
3、小球用成形车刀,大点的用半成形车刀来车,根据加工件情况来定,主要是靠车工师傅手艺。如果精度较高,可加装仿形架,仿形车。
4、拿个圆刀头的刀!然后用刀尖补偿!G41 在普车上,小直径圆球用成形刀具,大的用转模,大批量加工用旋风刀架。
普通车床怎么手动车圆
方法:转数1280用yt15刀头刀开斜槽要深,让铁销往左排这样铁销顺着内孔左边流出来。车床的名词解释:车床是主要用车刀对旋转的工件进行车削加工的机床。
手动车削法:用手摇大拖板和中拖板的进给手柄,两手配合车削出圆弧的大致形状。然后用样板检验,修整不符合尺寸要求的地方,直至达到要求。此法加工精度低,效率低,适合单件加工。靠模车削法:即中拖板的进给由靠模实现。
规则的圆弧是把小拖板和刀架换成圆弧刀架。然后用样板检验,修整不符合尺寸要求的地方,效率低。效率高、靠模车削法,不能加工半球面以上的球面。优点是加工精度较高.圆弧刀架车削法,但加工内孔较难,直至达到要求。
装夹刀具。车外圆刀具选择90°或75°等车刀。刀具高度接近于零件圆柱地面圆心。刀具伸出长度适中。选择转数和进给。一般情况下粗加工选择500r/min左右,精加工选择800r/min左右即可。
车床,车圆球怎么车
1、车单件 圆球时大拖板和中拖板一起用,用手赶刀;车批量可以用工装或用数控机床。有些老师傅不要任何工装用双手控制法就能车出了,很不可思议是吧,但这的确是真的。建议你买本车工技术书或手册;上面有详细的做法的。
2、单件、小批量生产:凭操作者技艺,对照样板,用R刀手动车削出球形面。这种方法精度不会很高,但可加工任意直径的球形面(在车床的回转范围内);磨一把样板刀来车削。只能加工单一直径的球面,且直径不能太大。
3、小球用成形车刀,大点的用半成形车刀来车,根据加工件情况来定,主要是靠车工师傅手艺。如果精度较高,可加装仿形架,仿形车。
4、车圆球(也叫剥圆球)需要一定功夫的,即中拖板、小拖板要配合着摇动前进,有时中拖板多进一点而小拖板少进一点,有时相反,小拖板多一点,但一般正圆的话,应该同等条件下前进的速度差不多。
5、精度不高,少量时,用两手配合同时转动小刀架,和中托板,俗称“赶球儿”,用外圆弧刀,然后再用板挫趟砂纸打。新手起码练半个月,才能赶圆。批量加工就按楼上说的加靠模,或是把车床改成单板机控制。
6、拿个圆刀头的刀!然后用刀尖补偿!G41 在普车上,小直径圆球用成形刀具,大的用转模,大批量加工用旋风刀架。
 扫一扫微信交流
扫一扫微信交流
发布评论