
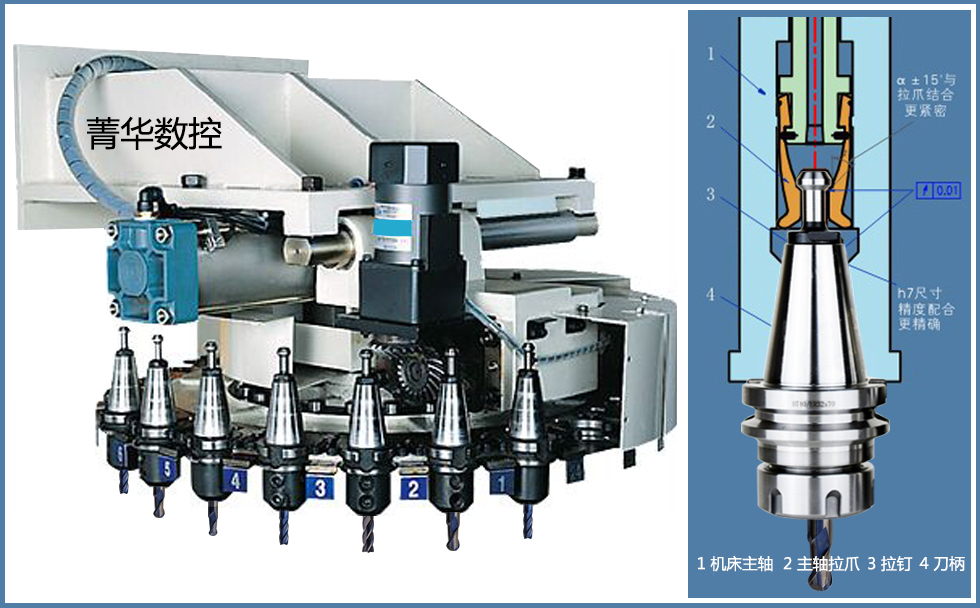
数控铣床主轴松拉刀机构的工作原理是什么?
1、机床里有液压油缸,刀具松刀是通过液压油缸来完成,而夹紧是靠主轴内部的蝶形弹簧来实现。
2、拉刀机构为小型数控机床主轴内部的自动拉紧与自动松开刀具的机构。原理 通过预压缩碟形弹簧,产生足够的向上的拉刀力。
3、主轴最上方依次为:液压缸、叠簧、刀抓。原理:按动松刀按钮,松夹刀电磁阀动作,油压推动液压缸向下压动叠簧,刀抓打开,此时可取出刀柄。
4、使得主轴轴承产生了一个较大的轴向力,由于拉爪结构的需要,因此主轴松刀行程为5-55mm。数控铣床主轴松刀工作原理主轴液压松、拉刀机构松刀时,即需要换刀,将刀具连同刀柄从主轴锥孔中取出。
数控机床按控制方式分为哪几类,各方式什么场合
按加工工艺方法分类 1.金属切削类数控机床 与传统的车、铣、钻、磨、齿轮加工相对应的数控机床有数控车床、数控铣床、数控钻床、数控磨床、数控齿轮加工机床等。
开环控制:这类数控系统不带检测装置,也无反馈电路,以步进电动机为驱动元件。半闭环控制:反馈电机或丝杠的转动量,中间的配合间隙误差不能反馈补偿,常用伺服电机。
直线控制数控机床:这类数控机床主要有比较简单的数控车床、数控铣床、数控磨床等。轮廓控制数控机床:轮廓控制的特点是能够对两个或两个以上的运动坐标的位移和速度同时进行连续相关的控制。
按照伺服系统的控制方式,可以把数控系统分为以下几类:开环控制数控系统:这类数控系统不带检测装置,也无反馈电路,以步进电动机为驱动元件,如图3所示。
按控制运动的轨迹特点分类 ◆点位控制数控机床 ◆直线控制数控机床(单轴数控)◆轮廓控制的数控机床:分为两坐标联动,5坐标联动,三坐标联动,四坐标联动,五坐标联动等数控机床。五坐标联动是关键技术。

数控车床的刀架方向是如何控制的?
1、刀架里又一个旋转机构和一个锁紧机构。四个等分的地方分别有四个霍尔元件。
2、方法进入手动模式,按刀架旋转的按钮。方法进入MDI模式,编辑程序,输入T0101,按循环启动键。方法编一个正式的程序,程序包含T指令,在自动模式下,按下循环启动按钮。
3、数控装置控制刀架换刀电动机进行一定延时的反转信号,因为止推销钉的作用,螺母系统和刀架系统不能反转,因而螺母系统顺着丝杠向下移动,直到两对啮合齿重新啮合为止,这样完成了整个换刀的过程。
4、就是正反转,里面就是两个大功率继电器,(线圈24V)系统给出信号,刀架正转,找寻刀位,找到刀位后系统给出反转信号,刀架反转锁紧,并且停止。
5、运动方向确定原则:1.刀具相对静止、工件运动的原则:这样编程人员在不知是刀具移近工件还是工件移近刀具的情况下,就可以依据零件图纸,确定加工的过程。
加工中心机械手刀库的工作过程是怎样的?
1、加工中心使用的刀库最常见的形式是圆盘式刀库和机械手换刀刀库。特点 圆盘式刀库 圆盘式刀库应该称之为固定地址换刀刀库,即每个刀位上都有编号,一般从1编到1124等,即为刀号地址。
2、机械手松开主轴和刀库上的刀具 9)当机械手松开具后,限位开关发出“换刀完毕”的信号,主轴自由,可以开始加工或其他程序动作。
3、回转刀架换刀工作原理类似分度工作台,通过刀架定角度回转实现新旧刀具的交换。更换主轴头换刀方式时首先将刀具放置于各个主轴头上。通过转塔的转动更换主轴头从而达到更换刀具的目的。
4、数控加工中心换刀方式---机械手换刀方式 一般配置机械手换刀机构的刀库常使用圆盘式刀库。所谓机械手换刀方式,就是指在换刀时,由机械手进行抓刀、选刀及换刀。
5、双臂单爪换刀机械手和链式刀库自动换刀装置设计(自动换刀机械手设计) 加工中心是现代机械加工中用得最多的设备之一,而自动换刀装置作为加工中心的核心部件,一直处在不断改进之中。
 扫一扫微信交流
扫一扫微信交流
发布评论