
怎样使用对刀仪?
1、水平角测量 (1)按角度测量键,使全站仪处于角度测量模式,照准第一个目标A。(2)设置A方向的水平度盘读数为0°00′00〃。(3)照准第二个目标B,此时显示的水平度盘读数即为两方向间的水平夹角。
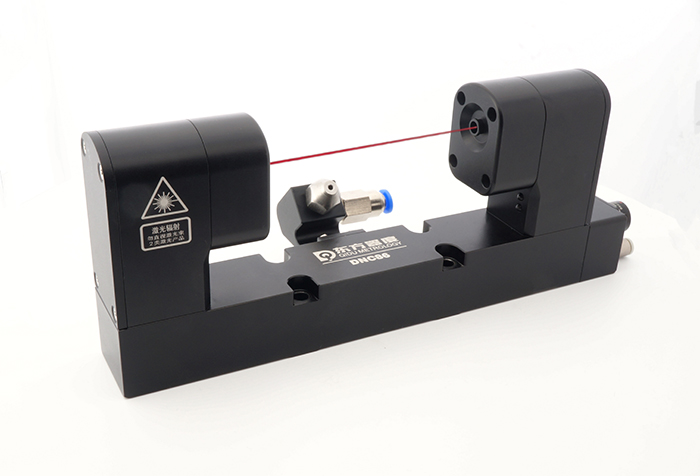
2、刀具对刀仪:刀具对刀仪是一种常用的工具,可以帮助机手准确地测量刀具的位置和高度。该仪器通过读取刀具的位置和高度来确定刀具是否正确安装。当刀具达到正确的位置和高度时,刀具对刀仪将发出信号指示操作员可以开始加工。
3、检查对刀仪好坏方法:接好线路,检查无误后,压下对刀仪,左侧白色灯亮,同时测量黄色同绿色之间有24V电压,松开则没有,表明动作状态正常。特别注意:此信号的输出为常开型。
4、用外圆车刀先试车一外圆,记住当前X坐标,测量外圆直径后,用X坐标减外圆直径,所的值输入offset界面的几何形状X值里。用外圆车刀先试车一外圆端面,记住当前Z坐标,输入offset界面的几何形状Z值里。

如何正确使用铣床刀具对刀仪?
1、把对刀仪底座固定在工作台面上(工作台要清理干净,固定上后要把底座表面用千分表打平)。把对刀仪固定到底座上(同样要用千分表把接触面打平)。把线路走好,及用扎带扎好,不要有影响。对刀仪接线。
2、前者,只要根据刀具的磨损规律,干完一定数量的工件后停下机床,用对刀仪再进行一遍对刀的过程即可;后者,只要在程序中设定完成多少个加工循环后执行一次自动对刀,即可完成刀补工作。
3、用百分表找正,然后夹紧工件(如果工件允许,夹紧后铣方也可以,所以不再用百分表找正);如果使用平口钳,应首先校正钳口。对刀:对刀仪安装在主轴上。
CNC中刀摆是指什么?有什么作用?求详细解释。
有。刀摆是指刀具运动时,机床主轴或者刀具各种原因产生的刀具运行直径和刀具标准直径有偏差,产品大小不一,厚薄不规则,所以cnc打刀摆有大小。
是让刀,不是浪刀,一般是刀具不锋利,切削量太大,刀具装夹过长引起的,对工件的加工尺寸精度和表面光洁度有影响。
就是刀具的摆动有多大啊,看你装刀是刀有没有装好嘛。。
用分中棒,单边碰数清零后,再装刀具移动慢慢检测,此方法最准。
数控车床怎么对刀?
采用这种方法对刀一般不使用标准刀,在加工之前需要将所要用刀的刀具全部都对好。
对刀基准(点):对刀时为确定对刀点的位置所依据的基准,该基可以是点、线、面,它可以设在工件上或夹具上 或机床上。
试切法:根据数控机床所用的位置检测装置不同,试切法分为相对式和绝对式两种。对刀仪对刀:对刀仪对刀分为机内对刀仪对刀和机外对刀仪对刀两种。
手动对刀是基本对刀方法,但它还是没跳出传统车床的“试切--测量--调整”的对刀模式,占用较多的在机床上时间。此方法较为落后。(2) 机外对刀仪的本质是测量出刀具假想刀尖点到刀具台基准之间X及Z方向的距离。
试切法对刀 试切法对刀是实际中应用的最多的一种对刀方法。下面以采用 MITSUBISHI 50L 数控系统的` RFCZ12 车床为例,来介绍具体操作方法。工件和刀具装夹完毕,驱动主轴旋转,移动刀架至工件试切一段外圆。
目前数控车床大部分采用的是对刀器主动对刀,对刀器会自动向零件确定一个原点位置,这是十分方便快捷的对刀方法。
 扫一扫微信交流
扫一扫微信交流
发布评论