

加工中心编程如何加工整个圆弧槽
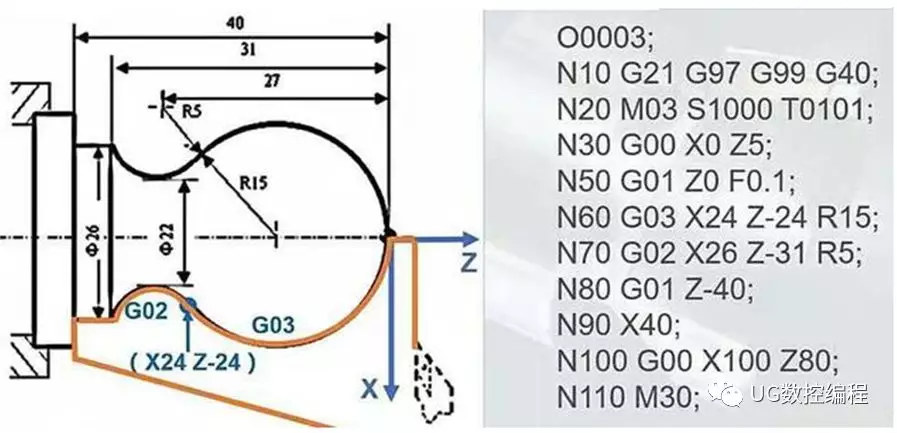
圆弧插补指令:G02顺时针圆弧插补:沿着刀具进给路径,圆弧段为顺时针。G03逆时针圆弧插补:沿着刀具进给路径,圆弧段位逆时针。
圆弧或=半圆用+R;大于半圆(180度)小于整圆(360度)用-R。圆弧半径R编程不能用于整圆加工。
加工中心由于输出整圆,其圆起点和结束点都是同一个点 机床跑步了 所以生产加工中 是把圆 2等分 的。
槽中心零点,D12铣刀。G90 G01 X20 Y0 Z-5 F10;1=0 WHILE #1LT90 DO1;太困了留个记号明天来继续完善。
需要分所处平面。如果是在G17面(XY平面),可以用G02I-50,或者是G02J-50。如果是在G18面(YZ平面),可以用G02(G03)J-50,或者G02(G03)K-50。
加工中心铣整圆弧怎么编程
圆弧半径编程 格式:G02/G03X_Y_Z_R_F; 移到圆弧初始点; G02/G03+圆弧终点坐标+R圆弧半径。(圆弧或=半圆用+R;大于半圆(180度)小于整圆(360度)用-R。圆弧半径R编程不能用于整圆加工。
在加工整圆时,一般把刀具定位到中心点,下刀后移动到x轴或Y轴的轴线上,这样就有一根轴是0,便于编程。
需要分所处平面。如果是在G17面(XY平面),可以用G02I-50,或者是G02J-50。如果是在G18面(YZ平面),可以用G02(G03)J-50,或者G02(G03)K-50。
原理和圆规画圆差不多,把圆规张开(圆半径),针插在圆心,笔头从起点转到终点。
加工中心由于输出整圆,其圆起点和结束点都是同一个点 机床跑步了 所以生产加工中 是把圆 2等分 的。
首先设定好发那科加工中心刀具和工件坐标系的位置。其次设定铣圆运动命令,采用G02或G03命令,G02表示逆时针圆弧插补,G03表示顺时针圆弧插补。最后指定切入角和切出角,以保证切削平稳即可。
FANUC加工中心怎么用IJK铣圆弧
一种是使用R 编程;一种使用I、J、K编程。
先让刀尖走到圆弧起点,再用G02或G03指令让刀尖走到圆弧终点即可。
在圆弧加工中使用圆弧插补指令时,I ,J,K表示的是圆弧的圆弧圆心相对起点的增量值,也就是圆心坐标值减起点坐标值的代数差。I,J,K分别对应表示X,Y,Z三轴的代数差。
一般二维加工(XY平面)用不上K,K的值默认在Z平面,比如慢丝线切割;立体曲面(ZX\YZ平面)加工的话就用得上了,雕铣机、加工中心都得用这个。
楼上回答有误,纠正如下 实际应该是:简单的说就是圆心坐标减去起点坐标,I、J、K分别代表X、Y、Z轴,I=X0-XJ=Y0-YK=Z0-Z1 减去的不是 终点坐标 而是 起点坐标。
G92指令通过设定刀具起点相对于要建立的工件坐标原点的位置建立坐标系。此坐标系一旦建立起来,后序的绝对值指令坐标位置都是此工件坐标系中的坐标值。
加工中心代码G02编程用到i是什么意思?
1、G02G03里面I,J,K,是圆心坐标减起点坐标得到的代数差,为0时可以省略。R为指定圆弧半径。圆弧的圆心角小于等于180度时,R值为正,大于180度时,R值为负。整段圆弧不能用R编程,应用I,J,K格式。
2、这个应该是铣圆时加工程序用到的指令,指的是X轴方向起始点到圆心的垂直距离。
3、在绝对编程中,I,j表示的是圆心相对起点的位置,其中I表示x轴上的相对值,J表示的是Y轴上的相对值。我们都知道铣床上G02走顺圆,G03走逆圆。和CAD上用起点,终点加圆心画圆弧是一样的。
4、在圆弧加工中使用圆弧插补指令时,I ,J,K表示的是圆弧的圆弧圆心相对起点的增量值,也就是圆心坐标值减起点坐标值的代数差。I,J,K分别对应表示X,Y,Z三轴的代数差。
 扫一扫微信交流
扫一扫微信交流
发布评论