
四轴加工中心怎样操作B轴旋转
设置方法是将工作基准面拖直,拖直后的角度就是B坐标的角度将其输入倒工件坐标系中的B坐标。程序运行时就会自动以工件坐标系为中心旋转加工各部分尺寸。
加工中心FANUC系统的第四轴:旋转方向垂直X轴叫:A轴,指令就是A(后面旋转度数,也就是坐标值)使之旋转。垂直Y轴叫:B轴,指令就是B,使之旋转。垂直Z轴叫:C轴,指令就是C,使之旋转。
一般情况下数控铣床或加工中心有x、y、z 三个基本轴,其他旋转、进给轴为第四轴,后者可以实现刀库定位,回转工作台、分度头的旋转定位,更高级的系统还可以与基本轴进行插补运算,实现四轴、五轴联动。
通过辅助面做出四联动精雕刀路。5·根据机器A轴方向选择后处理文件进行后处理。6·机器对刀后上机加工。
四轴加工中心编程方法是: 一般工件在空间未定位时,有六个自由度,X\Y\Z三个线性位移自由度和与其对应的啊A\B\C三个旋转位移自由度。
第四轴一般是A轴。一般是在刀具路径模拟后,在后处理时选择5轴的处理器。麻烦的是刀具模拟时候的设置,也是核心,不然没有A轴。

加工中心四轴加工中,对刀时将XYZ的实际坐标输入到指定坐标系后此时第...
1、如果是卧式加工中心,必须在G54-59中指定4轴。
2、将刀具提起,记下机床相对坐标的X值,将刀具移动到相对坐标X的一半上,记下机床的绝对坐标的X值、并按(INPUT)输入的坐标系中即可(发那科系统输入“X0.”并按“测量”也可以)。
3、在程序运行中把“进给倍率”打到零;此时主轴转但不跑位了,把XYZ坐标记下来。再打到手动指令;如手轮;寸动;原点复归;都可以。此时机台自动到暂停状态;用手轮或者寸动把刀抬起来。按主轴停。就可以去换刀了。
四轴数控加工加工中心如何加工元宝版上下两个面
首先回机床参考零位(即回零),使机床对其以后的操作有一个基准位置。
第四轴一般是A轴。一般是在刀具路径模拟后,在后处理时选择5轴的处理器。麻烦的是刀具模拟时候的设置,也是核心,不然没有A轴。
四轴加工中心编程方法是: 一般工件在空间未定位时,有六个自由度,X\Y\Z三个线性位移自由度和与其对应的啊A\B\C三个旋转位移自由度。
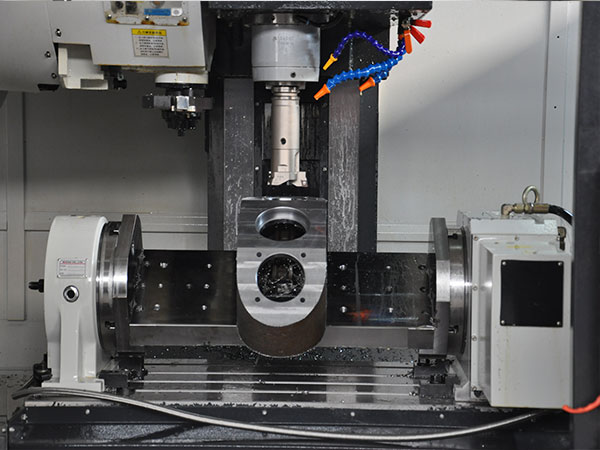
个是A90度,除了拉X向还要拉Z向,X向就是看同心的,前面0度的等高点,在此时也要校成Y向的等高,可以在尾座底部的微调螺钉上调整,3个的方向是A负90度,此相只能做参考,理论上是平的。
加工中心FANUC系统的第四轴:旋转方向垂直X轴叫:A轴,指令就是A(后面旋转度数,也就是坐标值)使之旋转。垂直Y轴叫:B轴,指令就是B,使之旋转。垂直Z轴叫:C轴,指令就是C,使之旋转。
 扫一扫微信交流
扫一扫微信交流
发布评论