
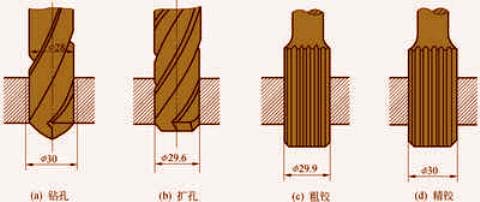
加工中心打孔一个偏一个不偏什么情况?
1、钻头在进入工件表面时没有彻底集中,导致钻头与工件之间的偏移。钻头因流动太快而失去方向控制,导致钻头可能会偏离原来的方向。钻头太大,使得振动增加而导致钻头跳动。
2、在加工中心加工同一把刀同一个零件时,孔径偏差可能是由于多种原因所造成的。
3、最好是开粗的时候尽量保持余量都差不多,保险一点可以加把中粗,如果嫌弃中粗多费了时间,那你开粗的时候不锋利了就要多磨刀,就是我们要想方设法让开粗后每个孔的余量都差不多。
4、你看前面那个倒角其实不是倒角是切削刃有导向的作用;你磨后基本等于报废啦。我们一把铰刀可以用很久。还有你有没有在比测仪上看铰刀的偏摆?机用铰刀偏摆空载控制在0.02就可以轻松的保证到+0.01到+0.015。
5、拿9MM的孔为例,加工者加工的孔1是9MM,孔2是1MM,两个孔都不超差。
6、钻孔位置出现了偏差,可以通过把偏移的孔扩大,然后镶套的方法来纠正。

加工中心钻孔位置度偏差
1、加工中心钻孔位置度偏差的解决方法:准确划线钻孔前,首先应熟悉图样要求,加工好工件的基准;一般基准的平面度≤0.04mm,相邻基准的垂直度≤0.04mm。
2、拿9MM的孔为例,加工者加工的孔1是9MM,孔2是1MM,两个孔都不超差。
3、钻孔位置出现了偏差,可以通过把偏移的孔扩大,然后镶套的方法来纠正。
加工中心同一把刀同一个零件会出现孔径偏差为什么?
1、YO呵呵,这个有很多个因素的,比如刀具损耗,进给快慢,转速的速率。
2、可能也就是主轴间隙,镗头等是否锁固紧密。加工件的校正问题,比如校正平行度,垂直度等,建议检测主轴跳动。刀具的跳动。镗头锁紧螺丝是否固定。
3、零件的加工精度差。根据查询搜狐网显示。由于安装调整时,各轴之间的进给动态误差没调好,或由于使用磨损后,机床各轴传动链有了变化。加速减速时间太短,可适当延长速度变化时间。
4、拿9MM的孔为例,加工者加工的孔1是9MM,孔2是1MM,两个孔都不超差。
5、截面尺寸允许偏差±0.3毫米 3成分与缝扣和宽容0.3毫米。 4弯曲公差1毫米/ m以下。 5光滑的表面轮廓,不允许有任何的杂质影响使用裂纹等缺陷和违规行为。从1米观察 6彩色型材没有一个明确的颜色。
6、刀具是镗刀,证明孔较大,且加工铝件,零件硬度较低,可排除刀杆强度问题;建议你重点查看下零件装夹问题,一般压铸铝壁厚较薄,本身刚度低,如果装夹过度,使零部件变形太多,你加工后,放开夹具,就会出现了孔失圆现象。
加工中心循环钻孔位置度偏差0.1-0.2MM
按正常来讲,用钻头钻孔偏心超过0.1MM属于正常范围。如果位置要求有0.08MM的要求,就必须进行精加工了。首先,你得确认是哪方面的原因造成了位置偏移。我们先考虑加工中心主轴。
钻孔位置出现了偏差,可以通过把偏移的孔扩大,然后镶套的方法来纠正。
加工中心钻孔位置度偏差的解决方法:准确划线钻孔前,首先应熟悉图样要求,加工好工件的基准;一般基准的平面度≤0.04mm,相邻基准的垂直度≤0.04mm。
制作钻具、或者直接用数控铣床、加工中心、镗床加工孔,或者用数控铣床、加工中心、镗床点孔后,钳工再钻孔,都可以保证孔的位置精度。
壁厚公差为±0.1mm。 5表面应平整光滑,不允许使用的裂纹和杂质和气泡等缺陷的影响。 6 色泽一致,不能有明显的颜色。 2,切割检查 1尺寸允许偏差±0.5mm左右。
钻孔循环指令G81 G81钻孔加工循环指令格式为: G81 G△△ X__ Y__ Z__ R__ F__ X,Y为孔的位置、Z为孔的深度,F为进给速度(mm/min),R为参考平面的高度。
 扫一扫微信交流
扫一扫微信交流
发布评论