
五轴数控加工中心有哪些功能特性呢?
1、五轴联动数控机床有效率高、精度高的特点。工件一次装夹就可以完成五面体的加工,若配以五轴联动的高档数控系统,还可以对复杂的空间曲面进行高精度加工。
2、加工稳固牢靠 实现盘算机掌握,消除人为误差,零件加工一致性好,质量稳固牢靠。高柔性 加工对象转变时,一般只须要更改数控顺序,表现出很好的适应性,可大小节俭生产预备时光。
3、高度灵活性。在处理对象转换时,一般只需改变数控顺序,显示出较好的适应性,可以节约大量时间进行生产。以五轴加工中心为基础,能形成具有较高灵活性的自动化生产系统。高效。
4、立式五轴加工中心,这类加工中心的回转轴有两种方式,一种是工作台回转轴。设置在床身上的工作台可以环绕X轴回转,定义为A轴,A轴一般工作范围+30度至-120度。

加工中心角度头都有哪些种类?
角度头的种类类型:按加工情况分类轻型角度头——此类角度头特点为质量轻(一般5-15kg,市场上甚至有3kg的超轻型)、精度高、扭矩偏小、可进刀库进行自动换刀。
角度头的种类:直角角度头---该类型的角度头输出(可以是er夹头或刀柄)与机床主轴成90度角,用于工件的侧面加工。
角度头主要用于加工中心和镗铣床等,可以装在刀库中,并可以在刀库和机床主轴之间实现自动换刀。下面我们来说说角度头的选择和使用有哪些需要注意的方面。
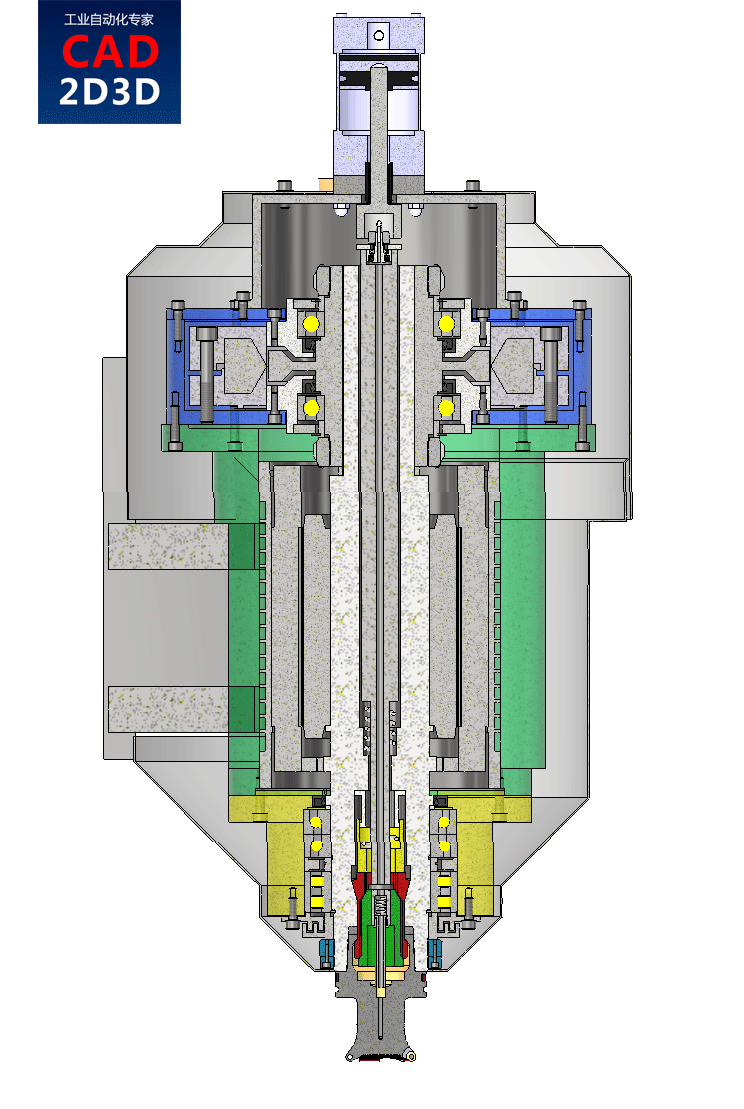
五轴重切主轴头什么结构,扭矩最大
五轴联动机床有立式(图4)、卧式(图5)和摇篮式(图3)二轴NC工作台,NC工作台+NC分度头(图6),NC工作台+90°B轴(图7),NC工作台+45°B轴(图8),NC工作台+A轴(图9),二轴NC 主轴(图10)等类型。
另一种是依靠立式主轴头的回转。主轴前端是一个回转头,能自行环绕Z轴360度,成为C轴,回转头上还带可环绕X轴旋转的A轴,一般可达±90度以上,实现上述同样的功能。
另一种是,五个坐标轴中的一个摆动轴(A)设置在主轴头上的结构型式,通过叉形主轴头实现主轴刀具的摆动,而摆动主轴头也可通过牢固夹紧,使其定位在摆动角度范围内的任意位置上。
这种设置方式的优点是主轴的结构比较简单,主轴刚性非常好,制造成本比较低。但一般工作台不能设计太大,承重也较小,特别是当A轴回转大于等于90度时,工件切削时会对工作台带来很大的承载力 矩。
加工中心的主轴正转及转速指令的含义?
1、开启主轴正转。M03的意思是开启主轴正转,S500的意思是主轴转速为500r每分钟。当按下主轴正转按键时,主轴不转,就可输入M03S500,程序并执行予以解决。
2、多说一点,其实主轴转向严格意义上说是无所谓正反的,英文对M03的定义祇是CW,即顺时针,M04的定义是CCW,即逆时针,并没有说哪箇是正转,哪箇是反转,正反祇是国人的一种习惯呌法而已。
3、G:代表准备功能代码,如G00快进,G01进给,G02顺时针圆弧插补,G03逆时针圆弧插补。M:代表辅助功能代码,如M03主轴正转,M04主轴反转,M05主轴停止。S:代表主轴转速代码,如S500指定主轴转速为500转每分钟。
4、主轴正传为M3或者M03,转速为S,S800就是转速800,F为进给量,要和同一行的前缀G指令相互匹配,G99为每转,G98为每分钟。刀具指令为T,一号刀就是T0100或者T100,一般要用刀补的。
5、M:功能指令,用于控制机床的辅助功能。例如,M03 表示打开主轴电机,M05 表示关闭主轴电机。S:转速指令,用于指定主轴转速。F:进给速度指令,用于指定工件进给速度。
6、加工中心编程其他指令 (1)F—进给速度指令 F及后面的若干数字表示,当指令为G94单位是mm/min,当指令为G95单位是mm/r。(2)S—主轴转速指令 S及后面的若干数字表示,单位是r/min。
立式数控加工中心的旋转机头是怎么实现旋转的?
广数加工中心锁住主轴进行旋转,步骤如下:锁住主轴:选择合适的卡钳夹住要加工的零件,将其安装在卡钳座上。用手旋转卡钳,直到零件放置在正确的位置,并且与主轴垂直。
一般情况下数控铣床或加工中心有x、y、z三个基本轴,其他旋转、进给轴为第四轴,后者可以实现刀库定位,回转工作台、分度头的旋转定位,更高级的系统还可以与基本轴进行插补运算,实现四轴、五轴联动。
在旋转设置界面中选择需要旋转的坐标轴和旋转角度,并确认设置。将工件夹紧在工作台上,并通过控制系统调整旋转后的坐标系位置。进行加工操作,并根据实际情况进行必要的修正和调整。
转动手轮即可驱动台面,并由台面外圆周上的刻度(以度为单位)与细分刻度盘读出旋转角度。分度精度一般为±60″。(2)机动型,蜗杆伸出端也可用联轴器与机床传动装置联接,以实现动力驱动。
也就是主轴上面有一个皮带轮,电机那里有一个皮带轮,。靠皮带连接旋转 ,主轴的顶端有一部分是一个花键轴,皮带中间的孔也是带花键的,所以主轴可以上下移动,。,。
fanuc加工中心怎样让主轴旋转?
发那科加工中心刀盘开机后需要在MDI模式下输入一个主轴转动的指令即可手动旋转。刚开机之后,需要在MDI模式下输入一个主轴转动的指令,就可以手动转动主轴了,都是从左向右旋转。
您要问的是fanuc手轮模式下主轴转速怎么样设定吗?方法:首先将工作方式置于MDI模式,按下程序按键。其次按下屏幕下方的MDI键,并输入转速和转向。最后按下启动键,即可完成fanuc手轮模式下主轴转速设定。
我们使用的系统型号是:0i(Mate)-TC,卡盘松开指令是M11,主轴正转是M03。如果你想要卡盘松开后主轴旋转,这个不可行,为了安全起见,卡盘处于夹紧状态时主轴才能旋转。
一般的机床主轴上没有刀都能旋转,只要把拉刀油缸加进就行了。
G97是取消恒线速控制的功能,此时使用S指定的数值表示主轴每分钟的转数。例如,S2000表示主轴1)12 000r/min的转速旋转。
你看主轴倍率开关开没有?在PROG功能键选择下选择工作方式输入M03 S1000;再按循环启动就OK。如果还在是JOG方式调不起来速度你就在PROG功能下边一个主轴转动的程序执行,这样就OK老。
 扫一扫微信交流
扫一扫微信交流
发布评论