

ug极坐标怎么用?
它的步骤如下:先打开ug编程环境,在程序中引用ugnx的api库文件。声明一个极坐标点对象,例如:pointd polar point。使用setpolar方法设置极坐标点的值,例如:polar Pointset polar(30,45)。
用规律曲线画,下拉菜单-插入--曲线--规律曲线。画之前先进工具--表达式-里面把你的变量,还有方程定义好了。
G90指令和G91指令分别对应于绝对位置数据输入和增量位置数据输入。G90表示目标点在坐标系中的坐标大小,G91表示要操作的位移。G90/G91适用于所有的轴。
用“MDI”模式,通过输入指令代码使主轴正转,并保持中等旋转速度。然后换成“手轮”模式,通过转换调节速率进行机床移动的操作。

G15G16在加工中心上怎么用
先将主轴停止转动,并把主轴移动到合适的位置,调取加工程序,准备正式加工。
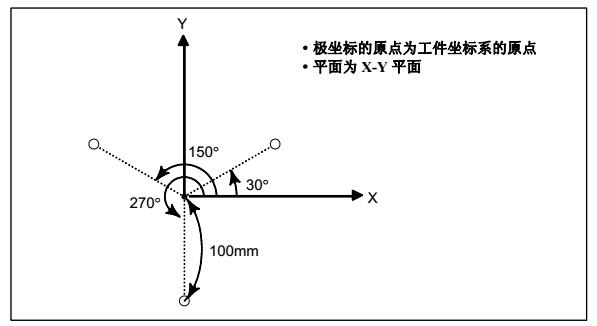
G16极坐标编程指令,X为半径,Y为角度,G15取消。把极坐标搞清楚了作用还是很大的。
坐标值可以用极坐标(半径和角度)输入。角度 的正向是所选平面的第1轴正向的逆时针转向,而负向是顺时针转向。
G16表示调用,G15取消。数控铣床是在一般铣床的基础上发展起来的一种自动加工设备,两者的加工工艺基本相同,结构也有些相似。数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。
FANUC加工中心用极坐标指令在圆上打8个孔每个孔45度。然后再每个孔铣...
1、确认圆的圆心位置,并用G16进行坐标编程。具体编程方法是在铣削刀具偏置设置中输入下面几何尺寸:X-20;Z(刀具z向长度);R(钻头半径);T0即可不用宏程序。 需要注意补偿编程必须在开启极坐标插补后进行。
2、采用主程序呼叫副程式的方式 这样可以少很多程序。建立一主程序 其作用是定位8个孔的座标点,再用主程呼叫副程序式的方式。
3、铣床一个圆打8个孔,通常坐标的计算方法是极坐标法,采用回转工作台安装在铣床上,校正工件与回转工作台的同心和相对位置,调整铣床的纵,横向工作台,摇动回转工作台顺时针转动,将8个孔铣完。
4、G91 G28 Y0 Z0 M30 用法:从系统读到G16后 直至见到G15前,所有X Y都是极坐标模式,即X值代表极径,Y值代表极角。
5、加工中心装上侧铣头编程铣孔,以FANUC为例,不论立加还是卧加最常用的G17平面,X轴和Y轴都是坐标轴,Z轴是钻孔镗孔的进给轴。如果安装了直角铣头,改变了钻孔镗孔的方向,就需要重新指定是用那个平面。
6、最笨的方法是输入每个点的坐标,如果是圆弧孔圆周孔角度直线孔,不同的系统它们有特定的指令定位孔坐标非常方便。
 扫一扫微信交流
扫一扫微信交流
发布评论