
搅拌装置制造
1、搅拌器厂家:山东德州力宇(减速)机械制造有限公司 成立于2010年,是国内较早从事搅拌器、搅拌装置、搅拌设备、搅拌罐、减速机、二次包络减速机、丝杆升降机设计、制造和新型搅拌器研发的企业之一。
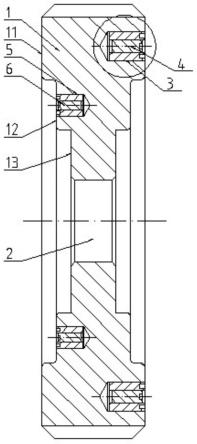
2、搅拌器(mixer)是使液体、气体介质强迫对流并均匀混合的器件。 搅拌器的类型、尺寸及转速,对搅拌功率在总体流动和湍流脉动之间的分配都有影响。搅拌器分为多种类型,一般常用的有涡轮式搅拌器、旋桨式搅拌器这两种。
3、加工保证装置同心度,装配公差,强调用户使用注意负载情况,尤其是搅拌干料,防止超负荷烧毁电机,必要时配备电机过载保护装置,减少售后纠纷。
五轴加工中心的优越性有那些?
1、加工精度高 五轴加工中心是通过五轴定位加工对于材质的尺寸分析可以做完整的检测,所以五轴立式加工中心的精度高于普通加工中心。加工稳固牢靠 实现盘算机掌握,消除人为误差,零件加工一致性好,质量稳固牢靠。
2、轴加工通过采用较短的刀具,可一次性完成整个零件的加工,不需再次装卡或采用同类3轴加工中所需的较长刀具,而且可以在较短的时间内交工,零件的表面质量也比较理想。
3、有效避免干涉。相同是因为五轴机床两个旋转轴的存在,刀具能够从恣意方向挨近被加工件,使得加工路径灵活多变。能够有效避免加工过程中的干涉问题。 缩短了研制周期。这也是质量、效率提高后自然而然到达的作用。
加工中心报警z轴平衡压力过低怎么处理
释放Z轴伺服报警的方法:1。检查伺服放大器的电源是否有问题。每个插头是否松动或接触不良。连接电缆是否完好。424第二轴(Y轴)伺服系统故障。同时会出现401报警(伺服报警)。排除424报警后,401报警将消失。
电源供应问题:检查电源供应是否稳定,并确保供电电压符合设备要求。如果电源电压过低或不稳定,可能会导致轴电压过低。电源线或连接线路故障:检查电源线和连接线路是否正常连接,确保没有松动或损坏的连接。
首先可以先关闭机床电源等两分钟再打开,如果警报仍然没有解除,就看看进给驱动器有没有问题,如果是进给驱动器出现故障,找维修人员修复即可。
加工中心平衡缸压力要求多少
加工中心氮气压力0.2到0Mpa范围之内。根据查询相关公开资料得知加工中心氮气平衡缸,由于气动系统使用压力一般在0.2到0Mpa范围之内,加工中心氮气平衡缸公司,因此气缸是不能做为大功率的动力元件来使用。
蓄能器氮气缸气囊充气压力一般是6zpa左右,充液压力各厂不等,一般12左右。氮气(N2),是一种无色无味的气体,是空气的主要成份之一。氮气占大气总量的708%(体积分数),密度比空气小。
一般来说,气缸的工作压力在0.6MPa左右,即6kg/cm2。如果气缸压力失衡,会造成车辆发动机爆震、动力不足等问题,甚至直接报废发动机。关于气缸:有两种类型的气缸:往复直线气缸和往复摆动气缸。
.5MPa-8MPa。平衡气缸正常气量与气缸内径和活塞杆直径有关,气缸内径125mm,活塞杆直径36mm,气量一般为0.5MPa。直径340mm一般为5MPa。根据工作所需力的大小来确定活塞杆上的推力和拉力。
如液压缸和液压阀等。在液压系统中,液压泵的工作压力需要满足液压部件的工作要求,同时还需要考虑泵的寿命和可靠性。因此,可以根据加工中心液压系统的工作要求来确定液压泵的正常压力,通常应该在110左右。
操作加工中心为什么要打落差
第一次加工模具时Z轴工作机械原点位于模具底部(即机床平台表面),此时需要第一次手动对齐Z轴坐标将刀尖移到工作台表面,用于Z轴设定零点或刀具长度测量,所以加工中心要打z值落差是因为要设定零点或刀具长度测量。
根据查询相关公开信息显示:其工作原理是当人们第一次加工模具时Z轴工作机械原点位于模具底部(即机床平台表面),此时需要第一次手动对齐Z轴坐标将刀尖移到工作台表面。
加工中心打刀摆的主要原因是刀具与主轴之间的配合问题或者是加工过程中的一些特定因素。首先,刀具与主轴之间的配合问题是导致打刀摆的常见原因。
详细解释如下:数控加工中心的左右刀补区分:沿加工方向看刀在工件的左边就是左刀补G41,如果在右边就是G42。槽铣小了要增加负值的原因当补偿值为负时,等于G41和G42互换。
 扫一扫微信交流
扫一扫微信交流
发布评论