

cnc精雕机加工?
CNC雕刻机是一种计算机数控设备,它利用计算机控制技术对各种材料进行精细加工和雕刻。通过预设程序,CNC雕刻机能够精确操控多组三维轴和刀具,完成复杂的加工流程。它不仅提高了生产效率和加工质量,还简化了制造过程。
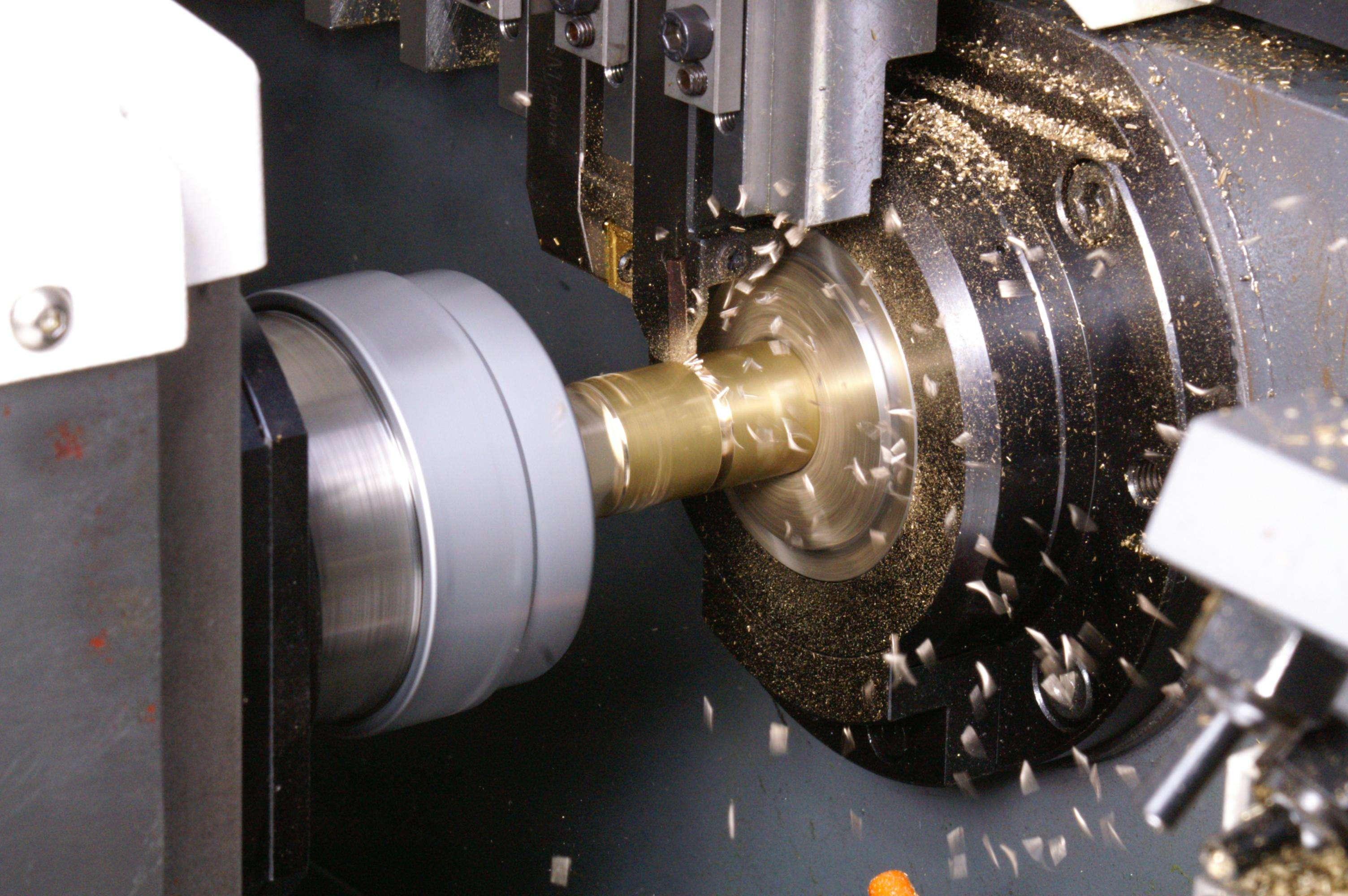
一般认为精雕机是使用小刀具、大功率和高速主轴电机的数控铣床。
CNC雕刻加工和CNC铣加工都采用了铣削加工原理。主要区别在使用的刀具直径方面,其中CNC铣加工的常用的刀具直径范围是6-40毫米,而CNC雕刻加工的刀具直径为0.2-3毫米。
编程误差,即在用直线或圆弧段逼近零件轮廓时产生的误差,这是影响零件工精度的一个重要原因。 测量误差,受量具测量精度及测量者操作方法的影响,导致实测尺寸不准确。
CNC雕刻加工的本质是一种小刀具的铣削加工,由于使用刀具直径小,最常用的刀具直径为0.1-6mm,刀具强度弱,断刀的现象也就时常发生,只有弄清断刀的原因,找到减少断刀的方法,才能保证加工中的连续性和加工的生产效率。
如果需要选择的图形正好被别的图形盖住了,则使用鼠标直接进行选择往往不太容易精雕软件拥有曲面浮雕、等量切削等多项关键雕刻设计及加工技术,极大地增强了精雕CNC雕刻机的加工能力和对雕刻领域多样性的适应能力。

cnc加工中心主轴维修都有哪些方法?
针对以上原因,故障处理措施:(1)更换主轴的前端轴承,使用合格的润滑脂,并调整轴承游隙;(2)将主轴内锥形孔定位面研磨合格,用涂色法检测保证与刀柄的接触面不低于90%;(3)更换夹紧装置的弹簧,调整轴承的预紧力。
故障排除方法:通过清洗主轴箱,重新换油加以排除。(4)主轴轴承润滑油脂耗尽或润滑油脂过多,也会造成主轴回转时阻力、摩擦过大,引起主轴温度升高。故障排除方法:通过重新涂抹润滑脂加以排除。
故障排除方法:可以通过更换新轴承加以排除。(3)主轴润滑油脏或有杂质,也会造成主轴回转时阻力过大,引起主轴温度升高。故障排除方法:通过清洗主轴箱,重新换油加以排除。
主要的解决方法是采用循环冷却结构,分外循环和内循环两种,冷却介质可以是水或油,使电动机与前后轴承都能得到充分冷却。主轴轴承是电主轴的核心支承,也是电主轴的主要热源之一。当前高速电主轴,大多数采用角接触陶瓷球轴承。
数控铣床有分为不带刀库和带刀库两大类。其中带刀库的数控铣床又称为加工中心。电主轴常见故障的维修分析与排除方法:电主轴发热(1)主轴轴承预紧力过大,造成主轴回转时摩擦过大,引起主轴温度急剧升高。
cnc加工外单怎么找
找周边的大一些的加工厂,前去拜访,询问是否有外协的加工订单。2:参与一些行业的展会,或者线下的采供对接会,当面结识采购,匹配订单。
在本地网上的免费广告栏里发布一些数控车床加工信息。如果你以前做过数控车床工,就应该有机会接触到客户,那时候就得留点神,跟顾客认识一下,交换一下联系方式等。
自己的电话手机一直要保持畅通,让别人主动联系你。必须要坐在电脑前,将自己的产品特色发布到网上,让更多的人、企业知道你的存在。人际关系也很重要。
BOSS直聘网。首先在搜索引擎中搜索BOSS直聘网。其次在BOSS直聘网中搜索cnc临时工。最后点击雇佣即可。
外贸订单除了要能坚持不断的开发客户,进行客户分析和沟通也是很关键的。
CNC车床件加工要注意什么?
1、合理选择夹具。尽量选用通用夹具装夹工件,避免采用专用夹具。零件定位基准重合,以减少定位误差。确定加工路线。加工路线是指数控机床加工过程中,刀具相对零件的运动轨迹和方向。
2、禁止用手接触刀尖和铁屑,铁屑必须要用铁钩子或毛刷来清理。禁止用手或其它任何方式接触正在旋转的主轴、工件或其它运动部位。禁止加工过程中量活、变速,更不能用棉丝擦拭工件、也不能清扫机床。
3、CNC数控车床加工者在加工前必须看清楚工艺卡内容,清楚知道工件要加工的部位、形状、图纸各尺寸并知道其下工序加工内容。
4、上道工艺过程的cnc加工不可以危害下道工艺过程的精准定位与夹持,正中间交叉有通用性数控车床加工工艺流程的还要综合性考虑到。先开展内形内壁加工序,后开展外观设计加工工艺流程。
5、在使用数控机床加工零件时应注意 注意切削用量:数控车床加工切削条件三要素:切削速度、进给速度和切削深度将直接导致刀具的损坏。随着切削速度的增加,刀尖的温度会升高,导致机械、化学和物理相关的磨损。
6、应尽量缩短加工路线,减少刀具空行程时间。加工路线与加工余量的联系 一般应把毛坯上过多的余量,特别是含有锻、铸硬皮层的余量安排在普通车床上加工。如必须用数控车床加工时,则需注意程序的灵活安排。
多轴加工的实现多轴数控加工技术的难点
数控加工程序的编制数控机床采用右手笛卡儿直角坐标系,编程原点应选在容易找正,并在加工过程中便于检查的位置,一般轴类零件的编程零点选在其加工面的回转轴线与端面交点处。
多根轴同时动;2 正在运动的不同轴的速度存在一个严格的数学关系。(一边运动一边计算,以最小的脉冲当量为单位实时计算和修正各轴的运动速度)所以多轴联动比多轴运动困难很多很多。
现代数控加工技术与传统加工技术相比,无论在加工工艺,加工过程控制,还是加工设备与工艺装备等诸多方面均有显著不同。我们熟悉的数控机床有XYZ三个直线坐标轴,多轴指在一台机床上至少具备第4轴。
线性插补型运动控制 线性插补型运动控制是一种基于数学拟合和逼近算法的控制方式。它可以精确控制多个电机的运动方式,实现准确的工件加工和运动控制,被广泛应用于机床、激光切割机、检测设备、自动化测试等领域。
cnc能加工电极为什么不能加工模具
1、用时不同:(1)产品类编程复杂程度明显低于模具工具,做产品工资来的快,做模具可以学到技术。都要从基础开始做起,了解如何做,脱离实际,理论再好也不顶用。
2、CNC基本可以加工出任何形状,是“基本上”哦,基于产品的具体要求,有些形状用CNC还是会遇到加工不出来、成本高或精度不能满足等问题的,所以需要放电加工。
3、例如,简单的线割加工时间长,如果不采用数控,劳动强度很大。再比如手机电视机等外壳模具形状不规则,如果不用数控,很难加工且精度极低,这就说明在当今的模具行业尤其是塑胶模,与数控已经密不可分。
4、不能完成。这种产品在2年前曾经在展会上出现过,但没法完成雕刻加工。主要原因是CNC加工中心的设计考虑了自己的刀具范围,整体结构不适合雕刻加工。产生这种错误想法的主要原因是他们误将高速电主轴当成了雕刻机的唯一特征。
5、程式不同:产品加工程式一般都很简单,手动编程一般够用,模具程式都很长,必须电脑编程。传输方式不同:产品加工程式一般直接在机床边上手动编程就可以了,模具程式用电脑将程式编出来,通过R232CF卡局域网等传至机床上。
 扫一扫微信交流
扫一扫微信交流
发布评论