

走心机和车铣复合加工中心的有什么区别?
走心机加工的零件长径比大。走心式车床刀具不动,主轴带工件做插补运动。车铣加工中心是刀塔带动刀具运动,主轴与工件不动或者只是旋转。这与加工直径没有直接关系。当然,走心机更适合小直径的车削加工,是加工方式的不同。
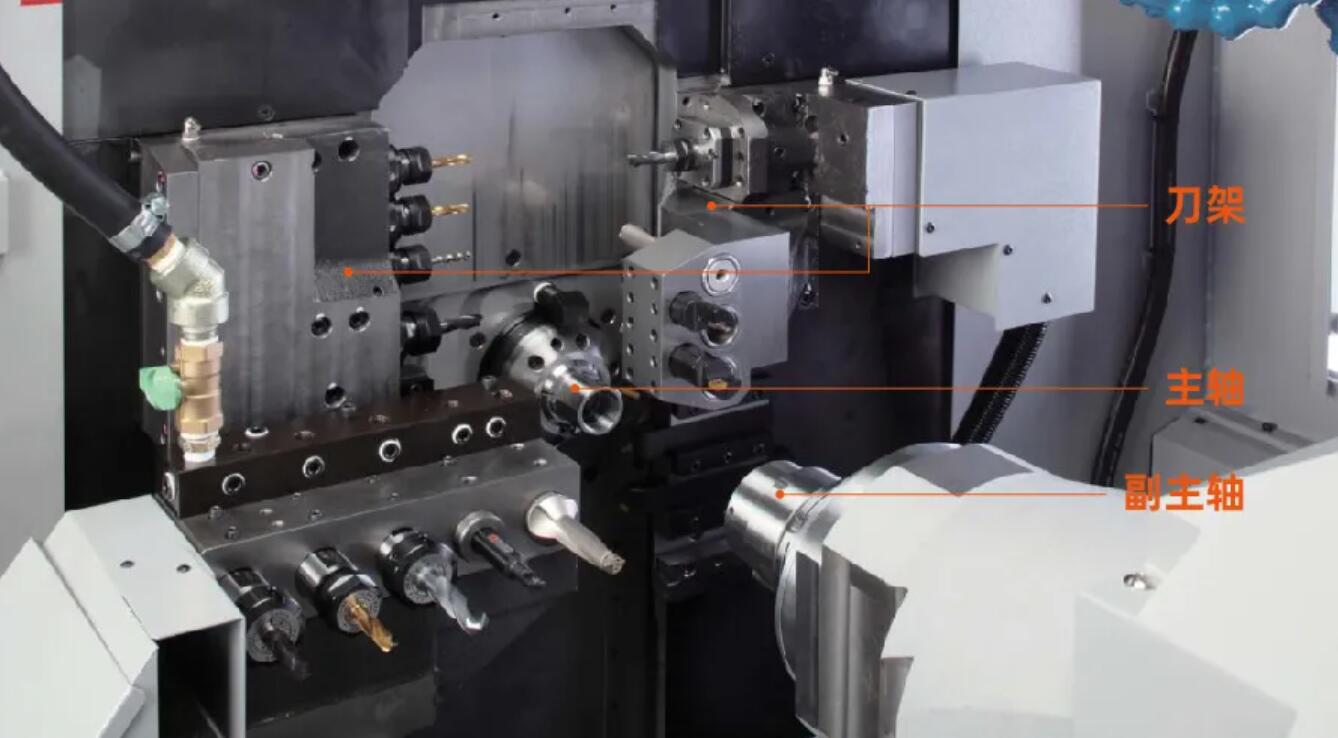
走心机:主轴移动式、带导套装置,加工棒料,可加工长轴。车铣复合:车床本身有车削功能,带上动力头装置可实现铣削功能,主轴夹持可以是卡盘、弹簧夹头类型。
走心机--全称为走心式数控车床,也可称为主轴箱移动型数控自动车床、经济型车铣复合机床或者纵切车床。
缩短产品制造工艺链,提高生产效率。车铣复合加工可以实现一次装卡完成全部或者大部分加工工序,从而大大缩短产品制造工艺链。
数控走心机性质:会用在棒材类加工小零件,批量大,好多都是一次成型的零件。数控车性质:使用较为广泛的数控机床之一。优势不同 数控走心机优势:(1) 缩短产品制造工艺链,提高生产效率。
车铣复合难和有走心机,有走心机难。有走心机难学,因车床和铣床这两种的错误都是固定的,车床制造掌握机床的操作方式和方法,就会在机床上操作,而铣床和车床一样也只需要掌握方法,也能上手。

津上走心机怎样铣螺旋槽
1、具体步骤如下:在电脑上安装津上走心机的编程软件,例如JSM-Link、LinkCNC等软件。打开编程软件,创建一个新的程序文件。在程序中输入攻丝的相关指令,例如G0G02等指令。
2、预安装副轴,将副轴预安装于倾斜滑块的倾斜表面。
3、圆柱体外圆上铣螺旋槽手工编程方法如下:铣内圆,用16的铣90的直径的圆。首先要确定机床要走的实际的圆的半径,也就是说要铣90的圆。
4、确定加工参数:需要确定扁位的尺寸、深度等参数。参数将决定刀具的选择和切削参数。设定切削参数:在津上走心机的操作界面上,设定合适的切削参数。
5、转速*螺距=进给, 比如说攻M10的丝。螺距是5的。转速是一百的话,进给就给150。进给量是指刀具在进给运动方向上相对于2113工件的位移。 当车在外面时。
数控走心机适合加工什么类型零件?哪厂家好
1、斯大走心机好。津上走心机产品比较一般,而斯大走心机以世界一流的高精度高刚性的机械加工机床而闻名于世,斯大公司依据客户的需求致力于小型精密机械加工设备的生产,在世界享有盛誉,相比之下是斯大走心机好。
2、清远瑞鹏。清远瑞鹏资金充足。技术力量雄厚。自公司成立以来,就立足于高端数控机床的研发和生产,得到了中央及省市各领导的大力支持和关怀。
3、数控走心机又称走心机、车铣复合数控机床、纵切车床,可同时一次完成车﹑铣﹑钻﹑镗﹑攻、雕等复合加工。
走心机铣扁位有毛刺怎么去
更换铣刀:如果铣刀已经磨损或损坏,需要及时更换新的铣刀,这样可以有效减少毛刺的产生。修改夹具:检查工件的夹持方式,如果夹具不合适,需要适当修改夹具,确保工件夹持牢固,避免产生毛刺。
偏心轴定位铣扁位方法如下:首先加厚平键置于键槽中。再把过渡轴套置于带轮中心孔中,轴套的法兰位于带轮内侧,合口对准中心孔键槽。
确定加工参数:需要确定扁位的尺寸、深度等参数。参数将决定刀具的选择和切削参数。设定切削参数:在津上走心机的操作界面上,设定合适的切削参数。编写加工程序:使用津上走心机的编程软件,根据加工需求编写加工程序。
车铣走心机配备三轴钻孔加工功能,可以完成零件轴端的钻孔及攻丝的加工。并且针对客户的零件,可以选配安装具有正面及侧面钻孔、铣扁加工功能的动力刀具功能模块以完成各种轴件的精密钻、铣加工。
 扫一扫微信交流
扫一扫微信交流
发布评论