
加工中心最全的G代码和M代码有哪些
1、辅助功能指令由字母M和其后的两位数字组成,主要用于完成加工操作时的辅助动作。常用的M指令见表2。
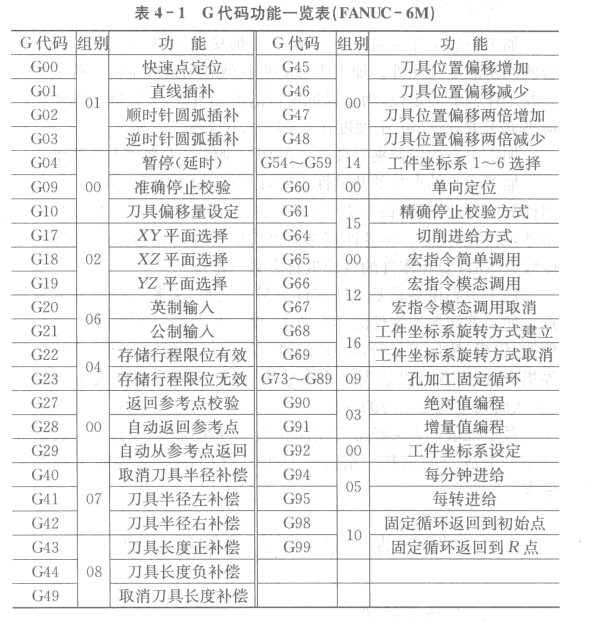
2、G43:长度正补偿 。G44:长度负补偿 。G49:取消刀具长度补偿。
3、G:代表准备功能代码,如G00快进,G01进给,G02顺时针圆弧插补,G03逆时针圆弧插补。M:代表辅助功能代码,如M03主轴正转,M04主轴反转,M05主轴停止。S:代表主轴转速代码,如S500指定主轴转速为500转每分钟。
4、G代码是准备功能,如G00是快速点定位,G01是直线插补,G02顺时针圆弧插补,G03逆时针圆弧插补。M代码是辅助功能,如M3是主轴正转,M4是主轴反转,M5主轴停止,M8切削液开,M9切削液关。
5、西门子加工中心G代码代码名称-功能简述 : G00-快速定位,G01-直线插补,G02-顺时针方向圆弧插补,G02也可以写成G2。G03-逆时针方向圆弧插补,G04-定时暂停,G05-通过中间点圆弧插补,G07-Z 样条曲线插补 。
加工中心G代码.M代码
1、西门子加工中心G代码代码名称-功能简述 : G00-快速定位,G01-直线插补,G02-顺时针方向圆弧插补,G02也可以写成G2。G03-逆时针方向圆弧插补,G04-定时暂停,G05-通过中间点圆弧插补,G07-Z 样条曲线插补 。
2、关于 M 指令和 G 代码 \x0d\x0aM03 主轴正转 \x0d\x0aM03 S1000 主轴以每分钟1000的速度正转 \x0d\x0aM04主轴逆转 \x0d\x0aM05主轴停止 \x0d\x0aM10 M14 。
3、去痘子真的麻烦呢,可是近两个月的付出和努力,用了这款精华,我终于淡化了许多。每日早起排便的习惯,进头像主业看看。
加工中心G代码是什么意思?
G代码是数控程序中的指令,一般都称为G指令。使用G代码可以实现快速定位、逆圆插补、顺圆插补、中间点圆弧插补、半径编程、跳转加工。
加工中心的G代码是一种机器语言,用于编写加工程序。G代码包含各种指令,包括切削刀具的选择、切削速度、进给速度、坐标轴的移动、加工深度等参数。根据不同的加工需求,可以编写不同的G代码程序,实现各种复杂的加工操作。
G代码是一种用于控制机床运动的标准语言,在数控加工中心中可以用它编写程序,来控制机床运行。G代码是以G为开头的字母码,也就是一组字母和数字组成的一个指令,能够使机床移动到预先设定好的坐标位置。
数控编程g代码m代码,所有的!详细点!
1、无论G90,G91时,I和K为圆弧的圆心相对于起点的增量坐标。I是X方向值、K是Z方向值。圆心坐标在圆弧插补时不得省略,除非用其他格式编程。 (2)G02指令编程时,可以直接编过象限圆,整圆等。
2、代码1:FANUC车床G代码。代码2:FANUC车床G代码。FANUC铣床G代码。FANUCM指令常用代码。SIEMENS铣床G常用代码。SIEMENS802S/CM固定循环代码。SIEMENS车床G代码。
3、数控车床编程代码如下:M03 主轴正转 M03 S1000 主轴以每分钟1000的速度正转 M04主轴逆转 M05主轴停止 M10 M14 。
4、展开全部 G代码详解G00 快速定位 (机床由设定的最快速度进行程序坐标点的定位,FANUC系统由参数1420#设定最高移动速度,单位为m/min)G01 直线插补(由程序中给定的速度进行直线或斜线插补,单位为mm/r 或 mm/min。
5、新代系统车铣复合的指令代码:M代码 功 能 M00 程序停止 M01 条件程序停止 M02 程序结束 M03 主轴正转 M04 主轴反转 M05 主轴停止 M06 刀具交换 M08 冷却开 M09 冷却关 M10 M14 。
6、进给率、G94每分钟进给、G95主轴每转进给、G96恒线速度、G97主轴每分钟转数、G98,G99不指定。
 扫一扫微信交流
扫一扫微信交流
发布评论