
高速加工中心的电主轴
1、内装电动机式主轴。通过查询数控机床与编程测试显示,高速主轴系统简称电主轴,其驱动多采用内装电动机式主轴。高速电主轴是最近几年在数控机床领域出现的将机床主轴与主轴电机融为一体的新技术。
2、NAKANISHI高速电主轴是日本NAKANISHI公司生产的电动主轴,一般用于高速加工中心、数控机床、龙门铣床等设备上。
3、高速电主轴是高速加工中心的核心部件。在模具自由曲面和复杂轮廓的加工中,常常采用2~12mm较小直径的立铣刀,而在加工铜或石墨材料的电火花加工用的电极时,要求很高的切削速度,因此,电主轴必须具有很高的转速。
4、这些公司生产的电主轴较之国内生产的有以下几个特点 :①功率大、转速高。②采用高速、高刚度轴承。国外高速精密主轴上采用高速、高刚度轴承,主要有陶瓷轴承和液体动静压轴承,特殊场合采用空气润滑轴承和磁悬浮轴承。
5、自动换刀装置:为了应用于加工中心,电主轴配备了自动换刀装置,包括碟形簧、拉刀油缸等;高速刀具的装卡方式:广为熟悉的BT、ISO刀具,已被实践证明不适合于高速加工。这种情况下出现了HSK、SKI等高速刀具。

高速加工中心最高的转速有多高
cnc高速机机床的主轴转速最高的能达到100,000r/min。最低转速也在30000r/min。高速CNC控制系统 高速加工机床主轴转速、进给速度和进给加减速非常高,因此对高速加工机床的控制系统提出了更高的要求。
以加工中心为例,一般情况各个厂家最高转速会在8000~12000这样。这种是最常见的。高速机的定义一般来讲转速要在20000转,模具机用的比较多。超高速机器在50000~60000这样。
加工中心转速一般在4000-20000转之间,主轴不一样转速也不一样,同时受到加工工件的影响,转速也不一样,加工轻型的铝件转速可以高一点,如果加工模具转速会低一点。
如何轻松简单的进行五轴标定
1、由于伺服标定时,电机会小幅度来回震荡。因此需要先点动到行程中间,防止震荡时超出行程范围。然后按ENT开始标定。
2、.在±X、±Z及Y轴五个方向上测量和补偿刀偏值 在五个方向上进行刀偏值的测量和补偿,可以有效地消除人工对刀产生的误差和效率低下的问题。
3、不具备RTCP的五轴机床和数控系统必须依靠CAM编程和后处理,事先规划好刀路,同样一个零件,机床换了,或者刀具换了,就必须重新进行CAM编程和后处理,因而只能被称作假五轴,国内很多五轴数控机床和系统都属于这类假五轴。
五轴联动加工中心主轴25000转与12000转有什么区别?
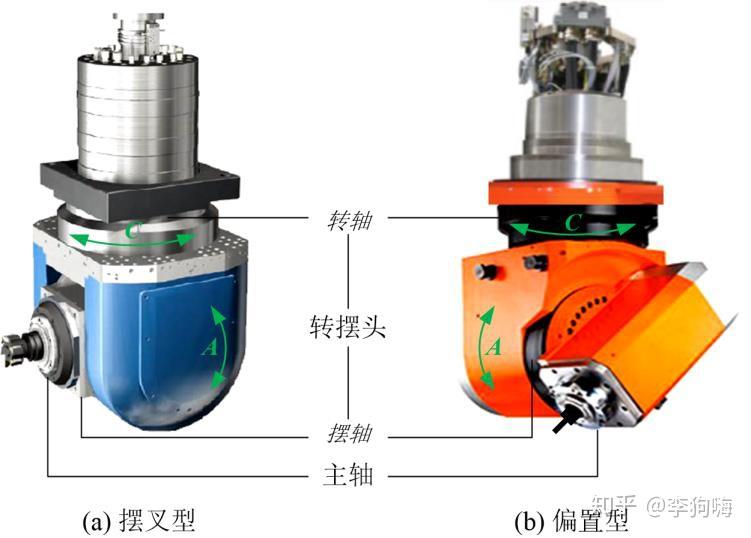
五轴加工中心有高效率、高准确的特点,主轴前端是一个回转头,能自行环绕Z轴360°,称为C轴,回转头上还有带可环绕X轴旋转的A轴,一般可达正负90°以上,实现上述同样的功能。
五轴加工是指在一台机床上至少有五个坐标轴(三个直线坐标和两个旋转坐标),而且可在计算机数控(CNC)系统的控制下同时协调运动进行加工。
加工中心直结式主轴直结式主轴在高速加工中心和钻攻中心用得比较多,通常转速都能达到12000转。转速和切削力成一个反比函数,基本上转速越大切削力越小,所以直结式主轴切削力是不如皮带式主轴的。
 扫一扫微信交流
扫一扫微信交流
发布评论